L’indicateur TRS et sa définition

Qu’est-ce que le TRS ?
Le TRS (Taux de Rendement Synthétique) est un indicateur important dans la production. Il indique la productivité et l’efficacité des installations de production. Il est calculé à partir de trois dimensions : la disponibilité, la performance et la qualité. Autrement dit : combien de temps dure la production ? À quelle vitesse est-elle réalisée ? Combien de produits sont fabriqués sans défaut ?
Le TRS (Taux de Rendement Synthétique) est un indicateur qui décrit la disponibilité de l’installation par rapport au temps de production, en mettant en relation le degré d’utilisation, de performance et de qualité de manière simple à saisir. Il est aujourd’hui la norme pour les entreprises de production afin de rendre les problèmes facilement visibles en visualisant la disponibilité des installations. Les défauts peuvent ainsi être identifiés plus rapidement et des mesures d’optimisation correspondantes peuvent être mises en place. Nous expliquons ce que l’indicateur TRS mesure exactement, comment l’indicateur TRS est calculé, quels sont les problèmes majeurs qui ont une influence négative sur l’indicateur TRS et pourquoi le TRS est un indicateur si important pour les entreprises qui veulent optimiser l’utilisation de leurs installations.
Calculateur de TRS
La quantité maximale de production possible est de par jour, correspondant à de la capacité.
Cela peut être atteint en .
Le taux de déchets représente de la quantité totale produite.
La quantité maximale possible doit être comprise entre et .
La quantité totale produite doit être supérieure à 0 et inférieure ou égale à la quantité maximale possible.
La quantité de déchets doit être supérieure à 0 et inférieure ou égale à la quantité totale produite.
De la gestion des pannes au système de maintenance productive totale
Le concept du TRS (Taux de Rendement Synthétique) a été décrit pour la première fois en 1982 par Seiichi Nakajima. Celui-ci a trouvé, avec le Total Productive Maintenance System (TPM), une méthode permettant aux entreprises de détecter systématiquement les lacunes et les potentiels d’optimisation et de réduire ainsi les coûts de production. Il répondait ainsi à un besoin qui s’était développé depuis les années 1960. Les processus de production des grandes entreprises devenaient de plus en plus complexes, ce qui rendait nécessaire l’abandon du breakdown management classique. Le breakdown management signifiait que lorsqu’une machine tombait en panne, elle était réparée. C’est à partir de là que s’est développée la gestion de la productivité, dans laquelle les équipes de production étaient directement impliquées dans l’entretien et la maintenance. Cela permettait aux entreprises de faire face à la complexité croissante des installations et d’obtenir une meilleure disponibilité globale des installations. Mais en même temps, il était plus difficile de mettre la disponibilité des installations en relation avec vos conditions et de découvrir ainsi les défauts et les potentiels d’optimisation. C’est ce que permet l’indicateur TRS (Taux de Rendement Synthétique).
TRS (Taux de Rendement Synthétique) définition
La question de départ de l’indicateur TRS est la suivante :
- Combien de temps une installation a-t-elle été en service et combien a-t-elle réellement été en production ?
- Ou inversement : quelle était la productivité réelle d’une installation par rapport au temps de fonctionnement ? Combien de pièces ont pu être produites pendant ce temps ?
L’indicateur TRS (Taux de Rendement Synthétique) permet de mesurer la disponibilité d’une installation.
Une valeur TRS de 100 % signifie que vous ne produisez que de bonnes pièces, le plus rapidement possible et sans temps d’arrêt. Une valeur TRS de 0 % signifierait qu’au moins une des trois dimensions est à 0 %. Soit vous ne produisez que des rebuts, soit l’installation est à l’arrêt.
Les trois facteurs du calcul de l’indicateur TRS (Taux de Rendement Synthétique)
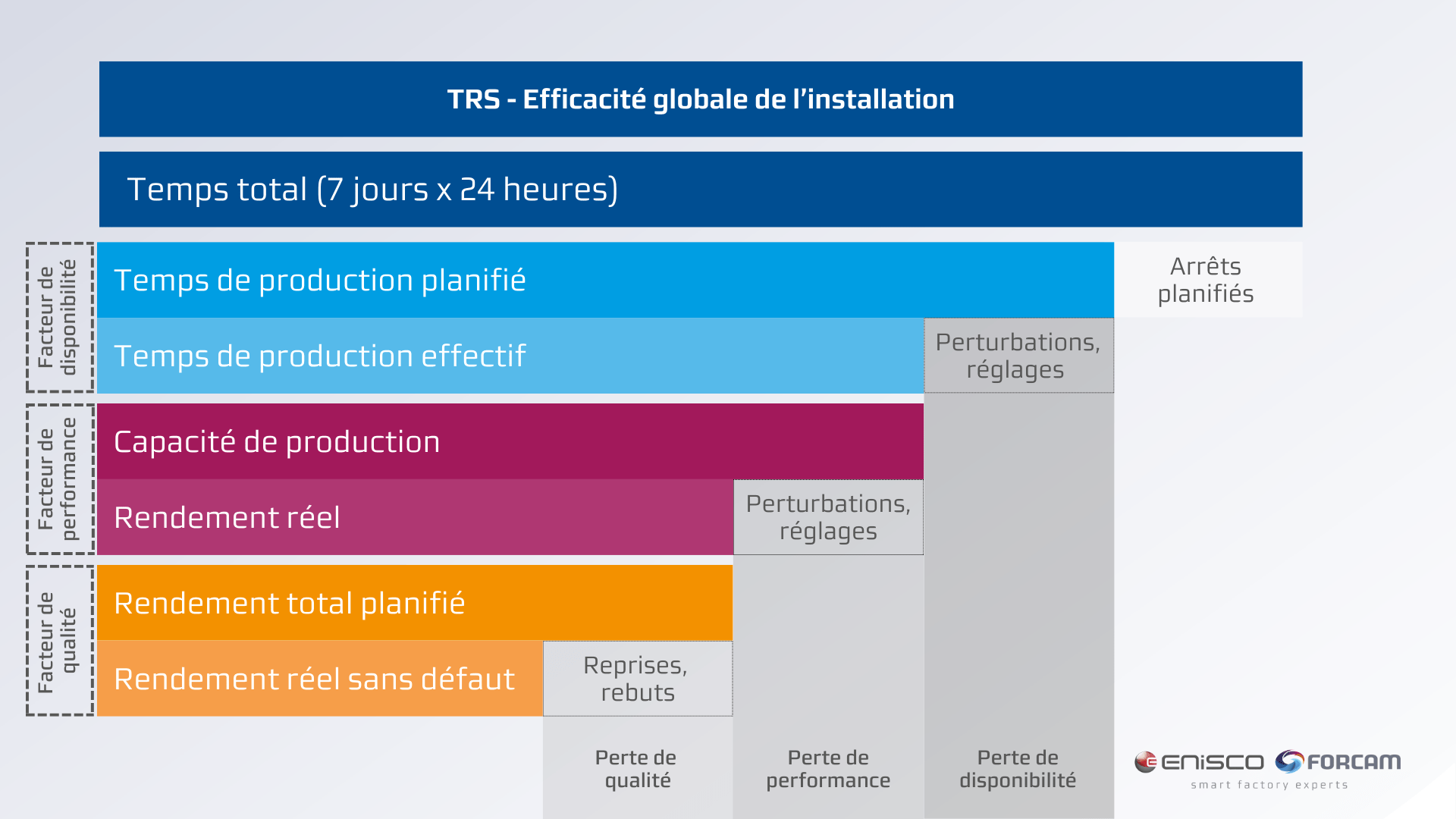
L’indicateur TRS met en relation trois facteurs de disponibilité des installations : le facteur de disponibilité, le facteur de performance et le facteur de qualité. C’est à l’intérieur de ces dimensions que se jouent également les problèmes qui, au final, ont une influence négative sur l’indicateur TRS. Ils sont connus sous le nom de Six Big Losses.
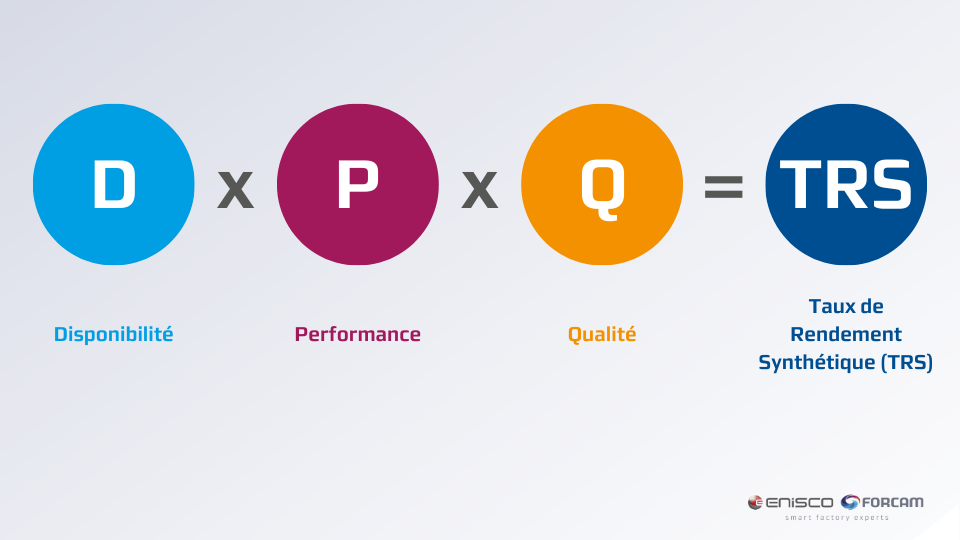
Comment se calcul l’indicateur TRS (Taux de Rendement Synthétique) ?
TRS= facteur de disponibilité (%) x facteur de performance (%) x facteur de qualité (%)
- Facteur de disponibilité (%) = temps de fonctionnement / temps disponible
- Facteur de performance (%) = production totale / (taux de production théorique x temps de fonctionnement)
- Facteur de qualité (%) = Bonne production / production totale
Les bonnes valeurs de l’indicateur TRS sont de 80 % et plus. Grâce au calcul et à la visualisation du TRS, il est possible d’identifier les sources de perte et d’optimiser les machines bottleneck. Les machines non optimisées, qui ne présentent généralement qu’une valeur de 60 %, peuvent ainsi être améliorées.
Facteur de disponibilité pour l’indicateur TRS
La première dimension importante du Taux de Rendement Synthétique est le facteur de disponibilité de l’installation. Celui-ci résulte du rapport entre le temps de production prévu et le temps de fonctionnement réel. Après tout, le temps de fonctionnement d’une installation n’est jamais identique au temps de production. Deux problèmes majeurs ont un impact négatif sur le taux d’utilisation.
Un arrêt de l’installation est une période pendant laquelle la production aurait dû avoir lieu, mais où l’installation ne fonctionne pas en raison d’une erreur. Il peut s’agir de travaux de maintenance non planifiés, de pannes techniques, de pannes ou d’un manque aigu de personnel pour la conduite des machines.
Les temps de préparation, ce sont les temps pendant lesquels les machines doivent être réglées ou modifiées. Il s’agit par exemple de la modification ou de l’ajustement de certaines pièces, mais aussi de travaux de nettoyage nécessaires. Le temps de fonctionnement d’un côté s’oppose donc à différents états de fonctionnement pendant lesquels l’installation ne fonctionne pas. Nous devons les déduire du temps de fonctionnement total. Si nous intégrons tous ces facteurs, nous obtenons le premier chiffre clé : le taux d’utilisation d’une installation.
Facteur de disponibilité = temps de fonctionnement / temps de production prévu
Si le taux d’utilisation est de 100%, cela signifie que l’installation est en service chaque minute du temps de production planifié. Un taux d’utilisation de 0% signifierait un arrêt complet de l’installation pendant toute la durée de production.
Facteur de performance pour l’indicateur TRS
Nous ne pouvons toutefois pas nous arrêter à cette dimension dans la réalité, car la vitesse d’une installation n’est pas nécessairement linéaire. Il y a plusieurs raisons pour lesquelles la performance planifiée et la performance réelle de l’installation divergent :
Par petits arrêts et marche à vide, on entend des périodes pendant lesquelles une installation doit être arrêtée pour une courte durée. Il s’agit de pertes de performance qui peuvent survenir par exemple en raison d’une mauvaise alimentation, de mauvais réglages ou d’embouteillages. La marche à vide est l’un des problèmes qui se produit souvent de manière continue tout en passant inaperçu.
La vitesse réduite est le temps pendant lequel l’installation fonctionne en dessous de la vitesse la plus rapide possible. Les raisons de cette perte de performance sont larges et vont de l’usure des pièces de l’installation à un mauvais personnel dans la conduite de l’installation ou dans l’approche des matériaux.
Le taux de performance exprime le rapport entre le temps de fonctionnement théoriquement possible et le temps de fonctionnement réel. Il nous donne le temps unitaire.
Facteur de performance= temps de marche net / temps de marche
100 % de performance signifie que le processus de fabrication fonctionne à sa vitesse maximale théorique sans interruption ni temps de préparation.
Facteur de qualité pour l’indicateur TRS
La troisième dimension intègre le résultat de la production. Ce n’est que si l’installation produit à la fin une pièce commercialisable que l’installation a travaillé de manière productive. Cela signifie que l’on déduit du total des pièces produites celles qui ne peuvent plus être utilisées ou qui doivent être retravaillées (pièce de reprise). Ce rebut est essentiellement dû à deux problèmes.
Les erreurs de processus : Dans une production, il y a toujours des pièces défectueuses qui doivent être retravaillées ou qui ne sont plus du tout utilisables. Ce rebut en cours de production est par exemple dû à des erreurs de manipulation ou à des réglages incorrects des équipements de production.
Rendement réduit : le rendement réduit désigne le rebut qui résulte déjà de problèmes avant la production en régime permanent. Souvent, le problème survient après la transformation de l’installation, mais aussi à cause des cycles de chauffe ou des déchets produits nécessairement par l’installation après le démarrage.
Facteur de qualité = nombre de pièces utilisables / nombre total de pièces produites.
Une qualité de 100 % signifierait qu’il n’y a pas de pièces de rebut ou de pièces devant être retravaillées, tandis qu’un degré de qualité de 0 % implique une production de pièces totalement inutilisables. Pour le calcul de l’indicateur TRS, les pièces qui doivent être retravaillées doivent être traitées comme des rebuts. Enfin, le temps, rapporté à l’installation, est perdu.
Calculer l’indicateur TRS de plusieurs machines
La plupart du temps, une usine n’exploite pas une seule machine, mais plusieurs. D’après notre expérience, il est encore très courant d’additionner les résultats de l’indicateur TRS des différentes machines et de calculer ensuite une moyenne. Mais ce calcul ne fonctionne pas, car les conditions dans lesquelles les différents indicateurs TRS sont obtenus sont différentes. Si l’on calcule une moyenne de ces chiffres du TRS, on n’obtient aucune information pertinente sur aucune des machines individuelles, ni sur l’usine dans son ensemble. L’indicateur TRS exprime un rapport, plusieurs dimensions. Si l’on veut calculer l’indicateur TRS de plusieurs machines pour une usine, il faut donc additionner toutes les dimensions individuelles et en déduire un TRS global.
Calculer le TRS (Taux de Rendement Synthétique) d’une ligne de production
Ce n’est qu’en apparence que le calcul de l’indice TRS est plus compliqué lorsqu’il s’agit d’une ligne de production dans laquelle les différents équipements dépendent les uns des autres et doivent s’entretenir les uns les autres dans le processus de production. En effet, l’indicateur TRS vous aide à identifier les éléments de la production qui réduisent la disponibilité de vos installations. Par conséquent, dans les lignes de production, seul l’élément qui détermine la performance est en principe pertinent.
TEEP vs TRS
TEEP signifie Total Effective Equipment Performance et décrit le même rapport que l’indicateur TRS, mais par rapport à une année civile et non par rapport au temps de fonctionnement. Pour calculer la TEEP, il faut donc mettre en relation le temps de fonctionnement avec l’année civile. Un TEEP de 100% correspondrait à une production entièrement utilisée, produisant exclusivement des pièces utilisables 24 heures sur 24, 7 jours sur 7, à la vitesse maximale.
En partant d’une semaine de 5 jours avec un temps de fonctionnement de 24 heures, on obtient ainsi sur l’année un taux d’utilisation de 71,4%. Multipliez ce taux d’utilisation par l’indicateur TRS et vous obtiendrez le TEEP.
TEEP = taux d’utilisation x TRS
Les ressources de goulots d’étranglement sont identifiées et ajustées en permanence via un circuit de régulation. Il faut d’abord mesurer le ratio TEEP avant de procéder à l’analyse des causes. Une fois la cause identifiée, le potentiel est évalué. Combien de temps et de coûts doivent être investis et quels bénéfices peuvent être obtenus. Lorsque la décision est prise d’entamer le projet, un plan de projet est établi, avec les mesures, les délais et les responsables. Le cercle de contrôle soutient ainsi le processus de gestion du changement.
TRS (Taux de Rendement Synthétique) : Conclusion
Le TRS est aujourd’hui l’indicateur qui permet aux entreprises de visualiser rapidement et facilement la disponibilité des installations de production. Il permet d’identifier rapidement les problèmes et d’évaluer le succès des mesures d’optimisation.
Questions réponses – TRS
Votre contact
Vous souhaitez en savoir plus sur ce sujet ou sur nos produits ? Nous nous ferons un plaisir de répondre à vos questions.