Die Kennzahl OEE und ihre Bedeutung

Was ist OEE?
Die Gesamtanlageneffektivität (OEE) ist eine wichtige Kennzahl in der Fertigung. Sie zeigt die Produktivität und Effizienz von Produktionsanlagen an. Berechnet wird sie als Produkt aus den drei Dimensionen Verfügbarkeit, Leistung und Qualität. Also: Wie lange wird produziert? Wie schnell wird produziert? Wie viele Produkte werden fehlerfrei produziert?
Die Overall Equipment Effectiveness (OEE) ist eine Kennzahl, die die Verfügbarkeit der Anlage im Verhältnis zur Produktionszeit beschreibt und dabei Nutzungs-, Leistungs- und Qualitätsgrad in einfach zu erfassendes Verhältnis setzt. Sie ist heute der Standard für produzierende Unternehmen, um Probleme einfach zu sichtbar zu machen, indem die Anlagenverfügbarkeit visualisiert wird. Dadurch können Mängel schneller erkannt und entsprechende Optimierungsmaßnahmen eingeleitet werden. Wir erklären, was mit der OEE genau gemessen wird, wie die OEE berechnet wird, welche großen Probleme die OEE negativ beeinflussen und wieso die OEE eine so wichtige Kennzahl für Unternehmen ist, die Ihre Anlagennutzung optimieren wollen.
OEE-Rechner
Die maximal mögliche Produktionsmenge beträgt pro Tag, was der Kapazität entspricht. Dies kann innerhalb von erreicht werden.
Der Ausschuss liegt dabei bei der gesamten Produktionsmenge.
Die maximal mögliche Menge muss zwischen und liegen.
Die produzierte Gesamtmenge muss größer als 0 und kleiner oder gleich der maximal möglichen Menge sein.
Die Ausschuss-Menge muss größer als 0 und kleiner oder gleich der produzierten Gesamtmenge sein.
Vom Breakdown Management zum Total Productive Maintenance System
Beschrieben wurde das Konzept der Overall Equipment Effectiveness das erste Mal 1982 von Seiichi Nakajima. Dieser hat mit dem Total Productive Maintenance System (TPM) eine Methode gefunden, mit der Unternehmen systematisch Lücken und Optimierungspotenziale aufdecken und so die Produktionskosten senken können. Damit bediente er einen Bedarf, der sich seit den 1960ern entwickelt hatte. Die Produktionsprozesse der großen Unternehmen wurde immer komplexer und machte eine Abkehr vom klassischen Breakdown Management nötig. Breakdown Management meinte dabei: Wenn eine Maschine kaputtgegangen ist, wurde diese repariert. Daraus hatte sich das Productivity Management entwickelt, in denen die Produktionsteams direkt in die Wartung und Instandhaltung miteinbezogen wurden. Dadurch konnten die Unternehmen der zunehmenden Komplexität der Anlagen begonnen und insgesamt eine höhere Anlagenverfügbarkeit erzielen. Gleichzeitig war es aber auch schwerer, die Anlagenverfügbarkeit ins Verhältnis zu Ihren Bedingungen zu setzen und so Mängel und Optimierungspotenziale zu entdecken. Dies ermöglicht die Kennzahl der Overall Equipment Efficiency.
OEE Definition
Die Ausgangsfrage bei der OEE ist:
- Wie viel Zeit, in der eine Anlage in Betrieb war, wurde auch wirklich produziert?
- Oder andersherum: Wie produktiv war eine Anlage real im Verhältnis zur Betriebszeit? Wie viele Gutstücke konnte in dieser Zeit produziert werden?
Mit der Kennzahl Overall Equipment Effectiveness (OEE) können Sie die Verfügbarkeit einer Anlage messen.
Ein OEE-Wert von 100 % bedeutet, dass Sie nur gute Teile herstellen, und zwar so schnell wie möglich und ohne Stoppzeiten. Ein OEE-Wert von 0 % würde bedeuten, dass mindestens einer der drei Dimensionen bei 0% ist. Es wird entweder nur Ausschuss produziert, oder die Anlage steht still.
Die drei Faktoren der Overall Equipment Effectiveness (OEE) Berechnung
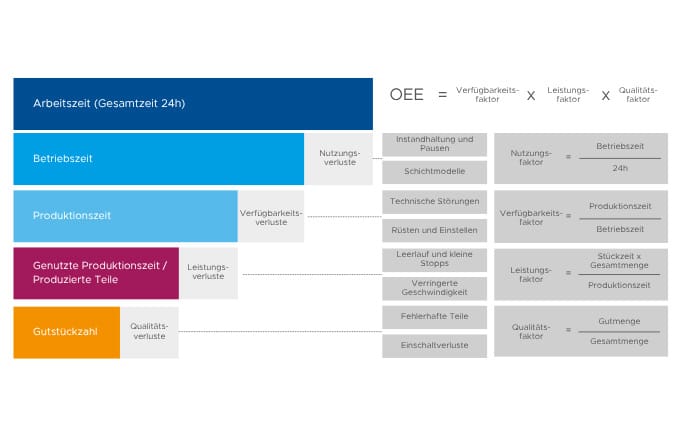
Die OEE setzt drei Faktoren der Anlagenverfügbarkeit ins Verhältnis: Verfügbarkeitsfaktor, Leistungsfaktor und Qualitätsfaktor. Innerhalb dieser Dimensionen spielen sich auch die Probleme ab, die am Ende die OEE negativ beeinflussen. Sie sind als die Six Big Losses bekannt.
Die OEE Berechnung:
OEE= Verfügbarkeitsfaktor (%) x Leistungsfaktor (%) x Qualitätsfaktor (%)
- Verfügbarkeitsfaktor (%) = Betriebszeit / verfügbare Zeit
- Leistungsfaktor (%) = Gesamtproduktion / (Soll-Produktionsrate x Betriebszeit)
- Qualitätsfaktor (%) = Gute Produktion / Gesamtproduktion
Gute OEE Werte liegen bei 80 % und darüber. Durch die OEE Berechnung und Visualisierung wird es möglich Verlustquellen zu identifizieren und Bottleneck Maschinen zu optimieren. Nicht optimierte Maschinen, die meist nur einen Wert von 60 % aufweisen, können so verbessert werden.
Verfügbarkeitsfaktor
Die erste wichtige Dimension der Overall Equipment Efficiency ist der Verfügbarkeitsfaktor der Anlage. Dieser ergibt sich aus dem Verhältnis von der geplanten Produktionszeit zur realen Laufzeit. Schließlich ist die Betriebszeit einer Anlage niemals identisch mit der Produktionszeit. Zwei wesentliche Probleme wirken sich negativ auf den Nutzungsgrad aus.
- Ein Anlagenausfall ist eine Zeitspanne, in der eigentlich produziert werden sollte, die Anlage aufgrund eines Fehlers aber nicht läuft. Das gehören ungeplant Wartungsarbeiten, technische Störungen, Pannen oder akuter Personalmangel für die Maschinenbedienung.
- Rüstzeiten, sind die Zeiten, in denen Maschinen ein- oder umgestellt werden müssen. Dazu gehört zum Beispiel der Umbau oder Justierungen einzelner Teil, aber auch notwendige Reinigungsarbeiten. Der Betriebszeit auf der einen Seite stehen also verschiedene Betriebszustände gegenüber, in denen die Anlage nicht läuft. Diese müssen wir von der Gesamtbetriebszeit abziehen. Berechnen wir all diese Faktoren ein, haben wir die erste Kennzahl: den Nutzungsgrad einer Anlage.
Verfügbarkeitsfaktor = Laufzeit / geplante Produktionszeit
Liegt der Nutzungsgrad bei 100% bedeutet, dass die Anlage in jeder Minute der geplanten Produktionszeit in Betrieb ist. Ein Nutzungsgrad von 0% würde einen vollständigen Anlagenstillstand für die gesamte Produktionszeit bedeuten.
Leistungsfaktor
Bei dieser Dimension können wir in der Realität aber nicht stehen bleiben, denn die Geschwindigkeit einer Anlage ist nicht notwendig linear. Es gibt verschiedene Gründe, weshalb die geplante und die reale Anlagenleistung auseinandergehen:
- Unter kleinen Stopps und Leerlauf versteht man Zeiträume, in denen eine Anlage für eine kurze Zeit gestoppt werden muss. Sie sind Leistungsverluste, die sich zum Beispiel wegen Fehleinzügen, falschen Einstellungen oder Staus ergeben können. Leerlauf ist eines der Probleme, das häufig kontinuierlich auftritt und gleichzeitig unbeachtet bleibt.
- Reduzierte Geschwindigkeit ist die Zeit, in der die Anlage unter dem schnellstmöglichen Tempo läuft. Gründe für diesen Leistungsverlust sind breit und reichen vom Verschleiß von Anlagenteilen bis zu schlechten Mitarbeitern in der Anlagenbedienung oder in der Materialanfahrt.
Der Leistungsgrad drückt das Verhältnis von theoretisch möglichen Laufzeit und der realen Laufzeit aus. Er gibt uns die Stückzeit.
Leistungsfaktor= Netto-Laufzeit / Laufzeit
100 % Leistung bedeutet, dass der Fertigungsprozess mit seiner theoretischen Höchstgeschwindigkeit ohne Unterbrechungen und Rüstzeit läuft.
Qualitätsfaktor
Die dritte Dimension bezieht das Resultat der Produktion mit ein. Nur wenn die Anlage am Ende ein verkaufsfähiges Teil produziert, hat die Anlage auch produktiv gearbeitet. Das heißt, von den insgesamt produzierten Teilen werden die Teile abgezogen, die nicht mehr benutzt werden können oder nachgearbeitet werden müssen. Dieser Ausschuss ist im Wesentlichen durch zwei Probleme bedingt.
- Prozessfehler: In einer Produktion gibt es immer wieder fehlerhafte Teile, die entweder nachgearbeitet werden müssen oder überhaupt nicht mehr brauchbar sind. Zu diesem Ausschuss während der Produktion kommt es zum Beispiel aufgrund von Bedienfehlern oder falschen Geräteeinstellungen.
- Reduzierter Ertrag: Der reduzierte Ertrag bezeichnet den Ausschuss, der bereits durch Probleme vor der Steady-State-Produktion entsteht. Häufig tritt das Problem nach der Anlagenumrüstung auf, aber auch durch Aufwärmzyklen oder Abfall, der von der Anlage nach dem Start notwendig produziert wird.
Qualitätsfaktor = Anzahl der nutzbaren Teile / Anzahl der insgesamt produzierten Teile
100 % Qualität würde bedeuten, dass es keine Ausschussteile oder Teile gibt, die nachgearbeitet werden müssen, während ein Qualitätsgrad von 0% eine vollständig unbrauchbare Teileproduktion impliziert. Für die Berechnung des OEE sind Teile, die nachgearbeitet werden müssen, wie Ausschuss zu behandeln. Schließlich ist die Zeit, bezogen auf die Anlage, verloren.

Den OEE mehrerer Maschinen berechnen
Ein Werk betreibt meistens nicht nur eine Maschine, sondern mehrere. Unserer Erfahrung nach ist es immer noch sehr verbreitet, die OEEs einzelner Maschinen zu addieren und dann einen Durchschnitt zu ermitteln. Diese Rechnung geht aber nicht auf, weil die Bedingungen, unter denen die einzelnen OEE-Kennzahlen zustande kommen, unterschiedlich sind. Bildet man von diesen OEE-Kennzahlen einen Durchschnitt, erhält man dann keine sinnvolle Aussage über keiner der einzelnen Maschinen und auch nicht über das Werk als Ganzes. Der OEE drückt ein Verhältnis, mehrere Dimensionen aus. Will man also den OEE mehrerer Maschinen für ein Werk berechnen, müssen alle einzelnen Dimensionen aufsummiert und daraus dann ein Gesamt-OEE berechnet werden.
Overall Equipment Effectiveness einer Produktionslinie berechnen
Nur scheinbar komplizierter ist die Berechnung der OEE Kennzahl, wenn es sich um eine Produktionslinie handelt, in der einzelne Anlagen aufeinander angewiesen sind und im Produktionsprozess aufeinander warten müssen. Denn der OEE hilft Ihnen dabei, die Elemente in der Produktion zu identifizieren, die Ihre Anlagenverfügbarkeit verringern. Daher ist in Produktionslinien grundsätzlich nur die leistungsbestimmende Komponente relevant.
TEEP vs OEE
TEEP steht für Total Effective Equipment Performance und beschreibt denselben Zusammenhang wie die OEE, aber bezogen auf ein Kalenderjahr, statt auf die Betriebszeit. Um die TEEP zu berechnen, müssen Sie also die Betriebszeit ins Verhältnis zum Kalenderjahr setzen. Eine TEEP von 100% würde eine vollständig ausgelastete Produktion, die bei maximaler Geschwindigkeit 24 Stunden, 7 Tage pro Woche ausschließlich nutzbare Teile produziert.
Ausgehend von einer 5-Tage-Woche mit 24 Stunden Betriebszeit ergibt sich auf das Jahr gesehen so eine Auslastung von 71,4%. Diese Auslastung multiplizieren Sie mit dem OEE und erhalten die TEEP.
TEEP = Auslastung x OEE
Über einen Regelkreis werden die Engpassressourcen kontinuerilich identifiziert und optimmiert. Zunächst muss die Kennzahl TEEP gemessen werden, bevor es zu einer Ursachenalayse kommt. Sobald die Ursache identifiziert, wird das Potenzial bewertet. Wie viel Zeit und Kosten müssen investiert werden und welcher Nutzen kann hierdurch erzielt werden. Wenn die Entscheidung steht, das Projekt anzugehen, wird ein Projektplan erstellt, mit den Maßnahmen, Deadlines und Verantwortlichen. So unterstützt der Regelkreis den Change Management Prozess.
Overall Equipment Effectiveness OEE: Fazit
Die OEE ist heute die Kennzahl, mit denen Unternehmen schnell und einfach die Verfügbarkeit der Produktionsanlagen visualisieren können. Sie erlaubt es, Probleme schnell zu identifizieren und den Erfolg von Optimierungsmaßnahmen einzuschätzen.
Q&A – OEE
Download
Laden Sie sich jetzt kostenfrei unseren Leitfaden zur OEE herunter.
Sie wollen mehr zu diesem Thema oder unseren Produkten erfahren?
Gerne beantworten wir Ihnen offene Fragen zu unseren Lösungen.
