Amélioration de la qualité vs. augmentation de la productivité – ou les deux ?
Visualisez simplement vos indicateurs qualité sur l’interface de travail opérateur FORCAM.
Quel est le potentiel économique de la visualisation de vos indicateurs de performance ? A l’aide de l’exemple pratique d’un client FORCAM, nous présentons :
- La manière dont un MES et un logiciel expert en gestion de la qualité sont interfacés,
- Un processus unifié de bout en bout,
- L’amélioration de la performance,
- La réduire des coûts de non-qualité,
- L’augmentation de la satisfaction des collaborateurs
Dans un environnement manufacturier, on trouve souvent un grand nombre de sources de données hétérogènes provenant de machines et de systèmes logiciels, qui ne sont que rarement considérés et utilisées de manière holistique. L’utilisation parallèle de systèmes indépendants les uns des autres entraîne des pertes d’efficacité et se traduit par des coûts de processus élevés. La transparence au-delà des limites de chaque système est pratiquement impossible.
Certains industriels se plaignent de la multitude de systèmes isolés qui, pris isolément, empêchent de maximiser les dividendes de la numérisation. Afin de reproduire des processus continus, d’augmenter les capacités de gagner en productivité, d’exclure les sources d’erreurs et finalement de réduire les coûts des processus et de non-qualité, nous avons intégré le MES de FORCAM (FORCE MES FLEX) avec le logiciel de gestion de la qualité d’un partenaire (CAQ AG) via des interfaces ouvertes.
Le défi du manque de communication entre CAQ et MES
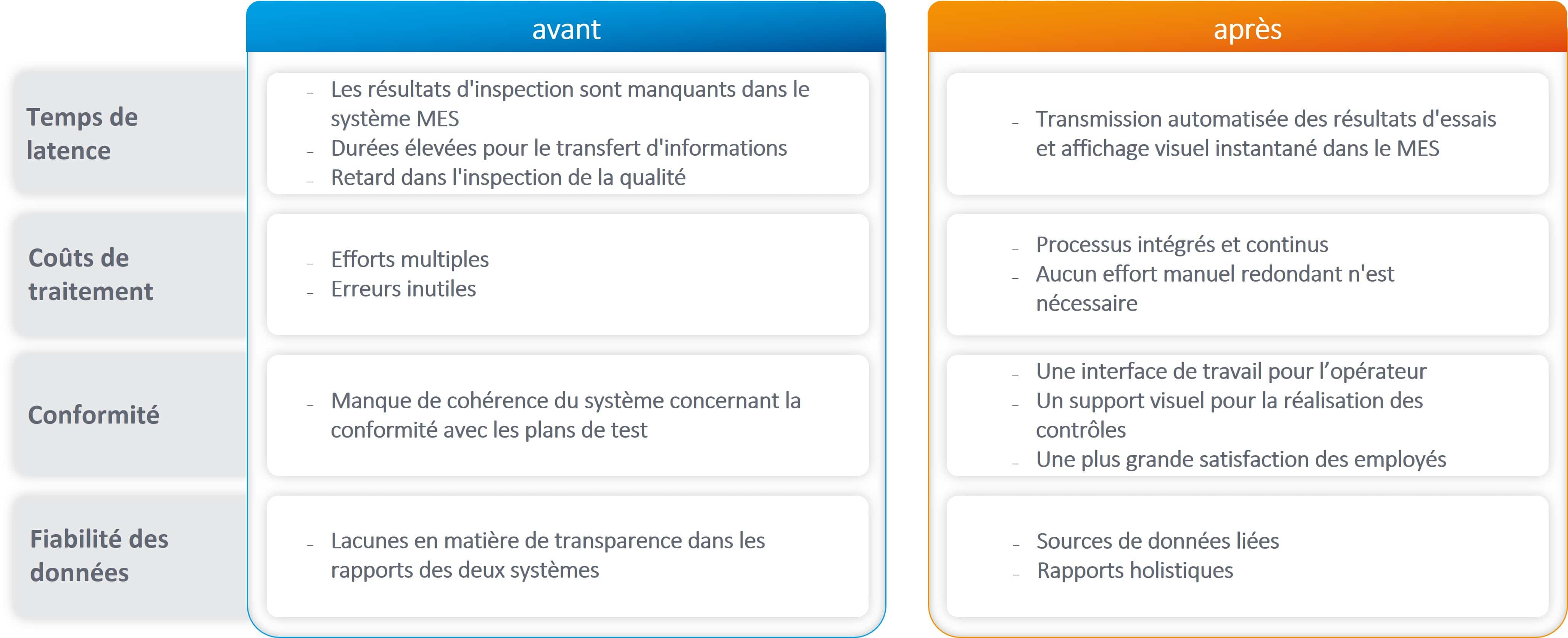
Lorsque le système MES et le système CAQ agissent comme des solutions isolées et qu’il manque un processus continu, il existe différents défis, comme l’illustre le présent exemple client.
Latence : absence de statut de contrôle actuel du système CAQ dans le système MES
Avant, l’intégration des deux systèmes, la séparation physique du poste de travail atelier et de la salle dans laquelle sont réalisés les contrôles qualité entraînait des retards dans la transmission du résultat du contrôle. Cela représentait un défi, en particulier lors de la validation de la première pièce produite, car la production ne pouvait être poursuivie qu’après le résultat de la validation de la première pièce. De plus, il manquait une représentation visuelle des résultats de contrôle pour l’opérateur sur son interface de travail MES. Ces résultats de contrôle n’étaient visibles que dans le système QM, ce qui ne permettait pas d’indiquer au poste de travail si la quantité actuellement produite correspondait aux exigences de qualité requis.
Coûts des processus : efforts multiples, erreurs inutiles, problèmes d’acceptation
Le manque de flux d’informations entre l’assurance qualité et la production constituait un défi majeur pour l’industriel. La création manuelle d’opérations et d’ordres de contrôle signifiait pour l’entreprise un double, voire un triple effort avec pour conséquence des erreurs (inutiles) supplémentaires, un besoin de formation supplémentaire et une moindre acceptation des processus par les ouvriers.
Conformité : contrôle qualité à la demande vs. exigences de traçabilité
La décision de savoir à quel moment exactement, c’est-à-dire pour quelle pièce, un contrôle qualité devait être effectué, était prise du propre chef des opérateurs. Souvent, des retards ou des contrôles partiels ont été observés. Comme nous l’avons déjà mentionné, cela représentait un défi, en particulier lors de la validation de la première pièce.
Fiabilité des données : Double saisie des données et évaluations inégales
La saisie des données et la visualisation des résultats se faisaient de manière indépendante et non synchronisée dans les deux systèmes. La redondance de la saisie, du stockage et de l’analyse des données a entraîné un surcroît de travail et des rapports lacunaires dans les deux systèmes. En particulier, la liaison des deux sources de données nécessitait un travail manuel considérable, était difficilement reproductible et rendait un reporting global beaucoup plus difficile.
Objectif : Réduction des coûts de qualité
La conséquence de ces défis : Des coûts de qualité élevés. L’intégration du système CAQ avec le système MES et la mise en place de processus globaux devraient permettre d’améliorer cette situation.
Pour ce faire, le client a formulé dans un programme interne la réduction des coûts de la qualité. Les coûts de la qualité ou Cost of Quality (CoQ) se composent de :
- Coût de la bonne qualité (Cost of Good Quality – CoGQ) et
- Coût de la mauvaise qualité (CoPQ)
Derrière les coûts de la bonne qualité se cachent les ressources utilisées pour garantir la qualité du produit et éviter les défauts. Les coûts de la mauvaise qualité, en revanche, sont liés aux mauvaises pratiques, à la faible qualité, aux erreurs et aux coûts de correction de ces erreurs.
L’intégration de la gestion de la qualité et du système MES réduit les coûts d’une bonne qualité grâce à une représentation numérique des processus de bout en bout. En conséquence, une meilleure qualité permet de réduire les coûts de la mauvaise qualité. Pour y parvenir, les objectifs suivants ont été définis pour l’intégration des systèmes :
- Invitation visuelle à effectuer un contrôle qualité dans la station de travail FORCAM. Les opérateurs voient directement quand le contrôle doit être effectué.
- Échange d’informations automatisé entre le système QM et le système MES (FORCE MES FLEX) : processus continus et données fiables.
- L’affichage des résultats du contrôle qualité sur la station de travail FORCAM : moins de latence avant la reprise de la production ou moins de risques, car l’opérateur est immédiatement informé des écarts de qualité et peut réagir de manière appropriée.
- Préparation de rapports sur les données pour le management et les utilisateurs clés, indiquant quel résultat de qualité a été comptabilisé. Il en résulte une transparence qui peut être utilisée à d’autres fins d’analyse.
- Conformité aux normes DIN EN ISO 9001, IATF 16949, AIAG, VDA
Mise en œuvre – de la spécification à l’intégration
Les deux systèmes, QM et MES, étaient déjà en place depuis un certain temps et n’étaient donc pas nouvellement introduits. Pour atteindre ces objectifs, le projet d’intégration des deux systèmes a été divisé en quatre phases : spécification, mise en œuvre, test et hypercare.

- Lors de la phase de spécification, un cahier des charges client a été établi. Celui-ci a servi de base à FORCAM et à notre partenaire CAQ AG pour établir un cahier des charges commun incluant des scénarios de test.
- S’en est suivie la phase de mise en œuvre, au cours de laquelle l’interface QM existante a été étendue afin de pouvoir répondre entièrement aux exigences des clients. Celle-ci est disponible en standard pour tous les clients FORCAM et permet une intégration avec les systèmes de gestion de la qualité via une interface ouverte (REST-API). L’intégration des deux systèmes par la représentation des processus commerciaux pertinents décrits ci-dessus sur une plate-forme low-code librement disponible et robuste : NodeRED. Elle s’est divisée en trois étapes suivantes :
- Modélisation du déroulement des processus
- Définition des points de départ et d’arrivée pertinents
- Définition des déclencheurs pertinents pour lancer des processus
- Pour la phase de test, plus de 30 scénarios de test ont été définis pour les tests de connexion et les tests fonctionnels, sur la base des scénarios définis lors de la phase de spécification. Ils ont été testés avec toutes les parties prenantes du projet et les résultats ont été documentés.
- Dans la phase Hypercare, le feed-back des utilisateurs dans l’utilisation productive du système intégré a été recueilli par le biais de différents rôles et l’acceptation des utilisateurs a été établie. Particulièrement intéressant : certains utilisateurs ont formulé d’autres cas d’utilisation qui pourraient être représentés à l’avenir grâce à l’intégration des systèmes.
Utilisation de la solution intégrée
Aperçu de la journée d’un collaborateur chez notre client :
- En règle générale, il y a une validation de la première pièce. La première pièce fabriquée d’une commande est contrôlée après que la machine a été préparée et rodée.
- Les contrôles en cours de production s’effectuent selon un nombre de pièces prédéfini ou selon un intervalle de temps. Le système CAQ reçoit les messages de quantité et, dès que les paramètres prédéfinis sont atteints, déclenche un contrôle qualité. Celui-ci est affiché sur lla station de travail de l’opérateur.
- Le contrôle de redémarrage après une panne de machine indique que la première pièce doit être contrôlée après un arrêt prolongé. Les temps d’arrêt sont transmis du système MES au système CAQ et déclenchent un contrôle qualité si celui-ci a dépassé le temps imparti.
- Lors du contrôle de changement d’équipe, le collaborateur sortant termine ou interrompt l’ordre de fabrication. Un pop-up est affiché pour le collaborateur entrant et il redémarre ce processus.
Résultats
Échange d’informations automatisé entre CAQ et MES
Sur la station de travail, les opérateurs sont invités visuellement à effectuer le contrôle qualité et sont informés de l’état actuel de la qualité. Le système QM reçoit de FORCE MES FLEX des informations sur le début de la commande et répond au système MES avec le comportement de contrôle spécifique à la commande.
Invitation visuelle au contrôle qualité sur le terminal Shopfloor
Les invites visuelles ont permis de remplacer les contrôles qualité à la demande. Ainsi, l’ouvrier ne doit plus décider lui-même du moment où le contrôle doit être effectué. Le client peut désormais se passer des contrôles qualité à la demande habituels. Ils sont remplacés par des instructions concrètes sur la station de travail indiquant quand et comment le contrôle qualité doit être effectué. Les opérateurs du client accueillent ce changement de manière très positive et le considèrent comme très agréable.
Affichage visuel du résultat du contrôle sur la station de travail
Grâce à l’échange d’informations entre les deux systèmes, l’opérateur dispose désormais à tout moment des résultats de contrôle actuels sur le terminal de l’atelier.
Compléter le reporting avec des informations sur la qualité
De manière générale, l’intégration des données et la mise à disposition d’interfaces utilisateur intuitives et adaptées aux besoins ont permis d’obtenir des gains d’efficacité considérables. Selon les premières constatations du client, la prise de conscience de la qualité par tous les collaborateurs peut être augmentée. Grâce au soutien de l’autocontrôle de l’usine, les ouvriers peuvent se concentrer davantage sur l’accomplissement de leur tâche principale. Il en résulte une augmentation de la productivité et une plus grande motivation des employés de la production grâce à un soutien optimal dans l’accomplissement de leurs tâches. Le client constate en outre une diminution des réclamations et une réduction des coûts.
Prochaines étapes ?
Vous êtes confronté à des défis similaires à ceux décrits ou vous souhaitez vous entretenir avec nos experts pour résoudre le compromis entre qualité et productivité dans votre contexte ? N’hésitez pas à nous contacter ! Nous vous rappellerons dans un délai d’un jour ouvrable !