Was bedeutet Distributed Numerical Control (DNC)?

Was ist DNC?
DNC steht für “Direct Numerical Control“ oder „Distributed Numerical Control“. Es handelt sich um eine computergestützte Methode, um Fertigungsmaschinen (CNC-Maschinen) zentral und digital zu steuern und ihre Programme effizient zu verwalten. Die Steuerungssoftware wird direkt und zentral über Computer oder Server an verschiedene Maschinen übertragen. Alle Programme können zentral verwaltet werden.
Im Zeitalter der Industrie 4.0, wo alles miteinander vernetzt ist, wird eine Plattform benötigt, die die Fertigungsdaten, Informationen sowie Prozesse eines Bauteils verwaltet und steuert. Dadurch wird vermieden, dass ungesicherte Daten über Rechner oder Maschinen in der Fertigung verteilt werden und Mitarbeiter sicherstellen müssen, dass die korrekten Daten verwendet werden.
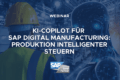
Hier kommt die Distributed Numerical Control ins Spiel. Die Distributed Numerical Control (kurz DNC) kommt aus der Fertigungstechnik. Dabei werden computergesteuerte Werkzeugmaschinen über ein LAN oder WLAN eingebunden. Es handelt sich um NC-Anlagen, die mit einem Computer verbunden sind. Die Programme, die zur Bearbeitung dienen, werden, falls notwendig, durch das DNC-System über einen zentralen Server direkt in die Steuerung der Maschine geladen.
Die Merkmale bzw. Aufgaben von DNC-Anlagen sind:
- Verwalten und zeitnahes Verteilen der Steuerinformationen an NC-Maschinen.
- Erfassen und Auswerten von Betriebs- sowie Messdaten.
- Ändern der Steuerdaten.
In früheren Zeiten wurden dafür Lochstreifen oder Disketten benutzt. Diese inzwischen veraltete Technik wurde durch die rasante Entwicklung der Netzwerk-Technologie ersetzt. Die heutigen CNC-Maschinen verfügen daher über eine Ethernet Schnittstelle. Dadurch ist es möglich, dass die CNC-Maschinen in das lokale Netzwerk des Unternehmens eingebunden werden können. Heutzutage wird die ClientServer-Architektur verwendet. Die Distributed Numerical Control (DNC) liegt dabei als Applikation auf einem zentralen Server. Die NC-Programme werden direkt über eine Datenbank verwaltet. Die DNC ist heute ein sehr wichtiger Bestandteil in der Fertigung, da durch die DNC eine Rückverfolgung in der Fertigung möglich ist. Durch sie wird sichergestellt, dass jede Kommunikation zwischen dem Programm und der CNC-Maschine protokolliert wird. Das Ganze wird innerhalb eines geschlossenen Systems durch die DNC verwaltet. Der Manipulationsversuch, der an einem NC-Programm vorgenommen wird, wird von der DNC festgehalten. Daher ist gerade in Industrien, wo sensitive Daten verwendet werden, die DNC unersetzbar. Zu Industrien mit sensitiven Daten zählen beispielsweise die Medizintechnik, Automobilindustrie und Flugzeugindustrie.
Es gibt zwei Stufen, wie die DNC integriert werden kann. Zum einen handelt es sich um eine datenbankbasierte DNC-Lösung. Diese stellt Folgendes sicher:
- Fertigungsdaten, die durch ein CAM-System erzeugt werden, sind für den Betreiber der Maschine zugriffs- und revisionssicher.
- Die NC-Programme werden geladen und als optimierte Programme wieder zurückgesendet.
Die zweite Stufe, wie die DNC integriert werden kann, ist noch effektiver. Hier wird direkt eine PLM-Lösung integriert. Hier lässt sich eine durchgängige Prozesskette, angefangen von der Idee bin zum fertigen Produkt und zurück, verwirklichen.
Die Digital Numerical Control DNC ist eine Weiterentwicklung der Computerized Numerical Control (CNC).
Was sind die Vorteile eines Distributed Numerical Control (DNC)-Systems?
- Direkter, sicherer Zugriff auf alle Fertigungsdaten und Informationen, welche freigegeben wurden
- Innerhalb der Produktion entstehen keine redundanten Daten oder Datenchaos
- Dadurch, dass optimierte NC-Programme zurückgesendet werden, ist ein kontinuierlicher Verbesserungsprozess möglich
- Durch die PLM-Integration ist eine sichere, durchgängige Verfahrenskette in der Prozesssteuerung möglich
- Auf Teilinformationen, wie beispielsweise 3D-Modelle oder Zeichnungen, wird direkt zugegriffen
- Die Durchlaufzeiten sind kürzer
- Ausschuss wird vermieden
Was ist eine NC-Anlage?
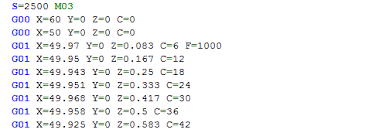
Hierbei handelt es sich um eine numerisch gesteuerte (nc = numeric control) Werkzeug-Maschine. Eine solche Maschine erstellt automatisch anhand einzelner Bearbeitungsschritte ein Werkzeugstück. Die Ablauffolge dazu wird von einem NC-Programm vorgegeben, welches die Daten von einem Datenträger (beispielsweise USB-Stick) eingelesen wird. Die Steuereinheit der NC-Anlage wertet dann diese Daten aus.
Zu den typischen Anwendungsgebieten einer NC-Anlage gehören unter anderem:
- Bohren
- Fräsen
- Schweißen, sofern es sich um ein komplexes Teil und umfangreichere Aufgaben handelt

Was ist ein NC-Programm?
Mit einem NC-Programm werden NC-Anlagen gesteuert. Dafür werden spezielle Programmiersprachen, wie beispielsweise Exapt und Apt benutzt.
Zu den Aufgaben eines NC-Programms zählen unter anderem:
- Koordinatenwerte für die gesteuerten Achsen einer NC-Anlage ermitteln
- Maschinenzustände überwachen
- Die Maschine positionieren
- Abweichungsrechnungen vornehmen, beispielsweise Soll-Ist-Vergleich oder Toleranzen
CNC – Computerized Numeric Control
Bei der Computerized Numeric Control (CNC) handelt es sich um eine elektronische Methode, mit der Werkzeugmaschinen (die sogenannten CNC-Maschinen) oder die dafür eingesetzten Geräte, wie Controller oder Computer, gesteuert und geregelt werden.
Die Computerized Numeric Control ist aus der Numeric Control (NC) entstanden. Bei der Numeric Control standen die Programmbefehle zur Steuerung der Maschinen nicht als komplettes Computer-Programm zu Verfügung, sondern wurden satzweise von Lochstreifen eingelesen.
Die CNC-Technologie ist ungefähr Mitte der Siebzigerjahre entstanden. Durch sie war es möglich, Serien- und Einzelfertigungen zu rationalisieren. Gleichzeitig ermöglichte sie schnellere und genauere Bewegung der Achsen und Werkzeuge.
Die Marktentwicklung von CNC
Schon in den Achtzigerjahren gab es Bestrebungen, CNC leichter programmieren zu können und eine DIN-Programmierung zu ermöglichen. Daraus entwickelte sich die werkstattorientierte Programmierung (WOP), welche über eine bessere CAD-ähnliche Programmoberfläche verfügte. Beliebt ist die WOP vor allem in der Holz- und Kunststoffverarbeitung basierend auf CNC-Bearbeitungszentren sowie beim Anfertigen von Einzelteilen.
Die weiter oben bereits beschriebene Distributed Numerical Control (DNC) ist neben der CNC in Gebrauch. Die DNC sorgt für vernetzte Arbeitsteilung. Die DNC-Programmierung löst die CNC immer mehr ab, vor allem in der Einzelteil- und Kleinserienfertigung. Maschinen müssen bei der Programmierung nicht mehr stillstehen bzw. stehen nur noch für kurze Zeit still. Dadurch werden die Maschinen produktiver genutzt.
Auf dem Markt der CNC-Steuerung hat sich in den letzten Jahren viel getan. So löst die Soft-CNC die bisherige, hardwaregesteuerte CNC-Variante immer mehr ab. Die Steuerungsfunktionen werden nicht mehr über die Hardware als elektronische Regelkreise, sondern durch eine Software über einen Industrie-Rechner angesteuert.
Dieses System hat folgende Vorteile:
- Die Soft-CNC-Variante kostet wesentlich weniger als die hardwaregesteuerte Variante
- Sie ist leichter zu warten
- Sie kann leichter erweitert und angepasst werden
Methoden und Regeln bei der Computersteuerung
Es gibt unterschiedliche Methoden bei Computersteuerungen, die automatisch Geräte, Werkstücke und Werkzeuge positionieren:
- Eine Maschinenachse, die geschaltet ist, bewegt sich eigenständig nach dem Einschalten zu der entsprechenden Zielposition, ganz ohne Positionserfassung. Der Endschalter schaltet die Achse, sobald diese bei der Zielposition angelangt ist, eigenständig ab
- Eine Maschinenachse, deren Bewegung zwar vorgegeben ist, aber nicht überprüft und korrigiert werden muss, nennt man gesteuert
- Eine Maschinenachse, die geregelt funktioniert, wird von mehreren ineinander geschachtelten Regelkreisen durch einen entsprechenden Computer kontrolliert
- Von interpolierten Maschinenachsen spricht man, wenn diese ihre Sollposition gegeneinander verrechnen und sich dadurch deren Stellgrößen gegenseitig beeinflussen
Das Werkzeug, welches eine bestimmte Form erhalten soll und deren anzuwendende Technologie wird durch ein NC-Programm realisiert. Für den Bediener nicht wahrnehmbar, berechnet ein Geometrieprogramm sowie ein Interpolationsprogramm im Hintergrund Stützpunkte im Raster der Lageregler. Dabei sind es die Koordinaten der Stützpunkte, welche die Sollposition der an der interpolierten Bewegung beteiligten Achsen darstellen. Das NC-Programm macht hierbei die Vorgaben, während der Interpolator ein aus Reglerkaskaden bestehendes Maschinenabbild verwendet.
Diese beschreiben die dynamischen und kinematischen Eigenschaften der geregelten Achsen. Vorschub, Ruck sowie Beschleunigung werden dabei so aufeinander abgestimmt und abgegrenzt, wie es die Achsen bewerkstelligen können. Es werden Encoder zur Positionserfassung verwendet, welche die entsprechenden Positionskoordinaten zur Berechnung der Stellgrößen als IST-Werte erhalten. Dank geregelter Motorströme bleibt die Präzision bei der Bearbeitung weitestgehend erhalten, unabhängig davon, ob plötzliche Materialeingriffe und dadurch Lastwechsel, auftauchen. Dadurch kann auch der Ruck abgefangen werden, der durch verschiedene Geschwindigkeitsänderungen, beispielsweise beim Übergang von einer Geraden in eine Kreisbahn, entsteht. Wenn diese Kompensation fehlt, kann die Kontur verletzt werden. Der früher geläufige, geschleppte Betrieb, wird inzwischen zum großen Teil von der Geschwindigkeitsvorsteuerung abgelöst, so dass vorgegebene Konturen viel präziser hergestellt werden können.
Diese Steuerungsarten gibt es
Eine CNC-Werkzeugmaschine wird direkt von einem in der Steuerung integrierten Computer gesteuert. Der Computer ist mit Positions-, Drehwinkel- und Zustandssensoren ausgestattet und erfasst den IST-Zustand. Nach einer der Berechnung der Interpolation zum SOLL-Zustand vom CNC-Programm regelt er die Steuerung der Motoren und anderer Maschinenelemente.
- Punktsteuerung bzw. PTP-Steuerung: Bei der Point-to-Point-Steuerung wird der Endpunkt der Bewegung festgelegt. Die Maschine fährt diesen Punkt dann auf schnellstem Wege an. Es findet keine abgestufte Bewegung der Geschwindigkeit satt, da die Antriebe so schnell wie möglich zum Endpunkt laufen. In Werkzeugmaschinen findet diese Art heute nicht mehr statt, sondern nur noch bei einfachen Stanzmaschinen, Bohrmaschinen, Greifrobotern etc., die eine vorher festgelegte Strecke abfahren müssen. Da der Bewegungsablauf starr und unbestimmt ist, besteht die Gefahr von Kollisionen, welche besonders für Menschen gefährlich sind.
- Streckensteuerung: Sie entspricht im Großen und Ganzen der Punktsteuerung. Im Unterschied zur Punktsteuerung ist die Geschwindigkeitsbewegung genauer steuerbar. Es wird jeweils bei einer Achse sowohl die Geschwindigkeit als auch die Position gesteuert. Dadurch ist eine achsparallele Bewegung mit Arbeitsvorschub möglich. Nur kleine und spezialisierte Maschinen, wie etwa im Ausbildungsbetrieb, dem Vorrichtungsbau und Nutfräsmaschinen nutzen diese Art der Steuerung.
- Bahnsteuerung: Die Bahnsteuerung ist sehr flexibel. Sie nutzt viele Verfahrensbewegungen mit mindestens zwei gleichzeitig geregelten Achsen. Die Bahnsteuerung nutzt interpolierte und geregelte Achsen. Mit Interpolieren ist gemeint, dass die Achsen, die sich unabhängig voneinander bewegen, so miteinander synchronisiert werden, dass die Werkzeugspitze der durch das Programm vorgegebenen Bahn folgt. Dabei kann die 2D-Bahnsteuerung beliebige Konturen mit zwei festgelegten Achsen abarbeiten. Für Drehmaschinen reicht diese Art der Bewegung aus. Wenn der Bediener die Auswahl zwischen den interpolierten und geregelten Achsen hat, nennt man dies 2 1/2 D-Bahnsteuerung. Diese Art der Steuerung ist heute bei Drehmaschinen mit angetriebenen Werkzeugen der Standard. Von einer 3D-Steuerung spricht man, wenn drei Achsen miteinander interpoliert werden. Die 3D-Steuerung wird bei Fräsmaschinen standardmäßig eingesetzt. Da Bahnsteuerungen komplex sind, müssen sie über ausreichend Sensoreneingänge und Stellgrößenausgänge sowie über eine entsprechend leistungsfähige Software verfügen.
Maschinenachsen bei modernen Steuerungen
Modernen Steuerungen ist es möglich, über 30 Achsen zu verwalten und zu steuern. Dabei ist es möglich, dass mehrere Maschinenteile, welche virtuell und voneinander unabhängig sind, aufgeteilt werden. Dadurch, dass drei Achsen X, Y und Z, die senkrecht aufeinander stehen, verwendet werden, kann jeder Punkt im Bearbeitungsraum einer Werkzeugmaschine erreicht werden. So sind alle möglichen Bahnen interpolierbar, jedoch nur dann, wenn das rotierende Werkzeug senkrecht zum Kreuztisch steht. Eine Bohrung unter dem 45 Grad Winkel macht es erforderlich, dass das Werkstück oder das Werkzeug gedreht werden muss. Bei vielen modernen Maschinen ist es möglich, den Maschinentisch zu drehen oder zu schwenken, um weitere Konturbearbeitungen durchzuführen. Bei älteren Maschinen wurden die Rotationsachsen geschaltet oder gesteuert. Bei den heutigen (modernen) Maschinen sind es die Bearbeitungszentren, die diese Achsen regeln und interpolieren. Mit der 5-Achs-Bearbeitung der heutigen Fräsmaschinen erzielt man eine ausgezeichnete Oberflächenqualität.
So wird bei CNC programmiert
Die CNC-Programmierung besteht aus verschiedenen Programmierarten:
- Maschinenferne Programmierung
- Maschinennahe bzw. maschinengebundene Programmierung
Wie wird programmiert?
- Manuell: Es wird ohne technische Hilfsmittel, direkt an der Maschine programmiert
- Maschinell: Mittels CAD/CAM wird ein 3D-Modell durch einen Postprozessor in ein für die Maschine verständliches Programm umgewandelt
- Programmierung per Dialog: Hierbei werden Parameter abgefragt und in das Programm eingebunden. Beispiele hierfür sind DIN-PLUS, Turn Plus, etc
- Programmierung der Parameter: Hierbei ist es dem Bediener nicht möglich, das eigentliche Programm zu bearbeiten
Folgende Programmierverfahren gibt es:
- Teach-in: Punkte an dem reellen Teil werden angefahren
- Playback: Durch Aufzeichnen und Wiederholen, beispielsweise beim Farbspritzroboter
- Arbeitsvorbereitung: Hier wird manuell, direkt an der Maschine, programmiert
- Werkstattorientierte Programmierung: Per Dialog/Grafik. Problematisch ist diese Programmierung, wenn das eigentliche Teil zu komplex ist. Zudem ist eine maximale Zeit von 45 Minuten für die Programmierung legitim. Der Programmierer kann durch eine laute Geräuschkulisse an der Maschine abgelenkt sein und so Fehler bei der Programmierung machen.
In der DIN 66025/ISO 6983 ist der Satz- und Adressaufbau für die zu übermittelnden numerischen Steuerungs-Informationen festgelegt. Der Vorteil ist, dass ein DIN-Programm auf jeder CNC-Maschine funktioniert. Für fast alle Maschinen gibt es jedoch spezielle Befehle, wie beispielsweise Zyklen, die dann auch nur von dieser jeweiligen Maschine verstanden werden. Bei Zyklen handelt es sich um global laufende Programme, die Parameter bzw. Variablen enthalten, mit denen beispielsweise Bohrungen beschrieben werden. Durch Zyklen ist das Programmieren leichter und übersichtlicher.
Die Vorteile der CNC-Steuerung
Die CNC-Steuerung bietet folgende Vorteile gegenüber anderen Verfahren:
- Einfaches Bearbeiten von komplexeren Formen, wie beispielsweise 3D-Geometrien
- Präzises Arbeiten der Maschine mit hoher Genauigkeit trotz hoher Geschwindigkeit
- Programme werden gespeichert. Dadurch ist eine Serienproduktion möglich, da viele gleiche Teile serienmäßig produziert werden können.
- Es ist keine mechanische Verbindung mehr nötig zwischen dem Hauptantrieb und Vorschubantrieben. Das bietet die Möglichkeit neuer Maschinenkonzepte.
Sie wollen mehr zu diesem Thema oder unseren Produkten erfahren?
Gerne beantworten wir Ihnen offene Fragen zu unseren Lösungen.