Qualitätsverbesserung vs. Produktivitätssteigerung – oder beides?
Prozesse einfach mit FORCAM auf dem Shopfloor ganzheitlich abbilden.
In der Produktion findet sich häufig eine große Zahl heterogener Datenquellen aus Maschinen und Software-Systemen, die nur selten holistisch betrachtet und genutzt werden. Systeme unabhängig voneinander parallel zu bedienen, verursacht Reibungs- und Effizienzverluste und zeigt sich in Form hoher Prozesskosten. Transparenz über Systemgrenzen hinweg ist praktisch unmöglich. Auch einer unserer Kunden aus dem Bereich Automotive klagte über die Vielzahl an Inselsystemen, die isoliert die Maximierung der Digitalisierungsdividende verhinderten.
Welche wirtschaftlichen Potenziale bietet die ganzheitliche digitale Abbildung von Prozessen in der Fertigung? Anhand des Praxisbeispiels dieses FORCAM Kunden stellen wir vor, wie durch die Integration des MES von FORCAM (MES FLEX) mit der QM Software eines Partners (CAQ AG) über offene Schnittstellen
- Prozesse durchgängig integriert,
- die Performance der Fertigung verbessert und weitere Produktivitätsreserven gehoben,
- Prozess- und Qualitätskosten reduziert,
- Fehlerquellen ausgeschlossen und
- die Zufriedenheit der Mitarbeiter gesteigert werden kann.
Herausforderung bei fehlender Kommunikation zwischen CAQ und MES
Wenn das MES-System und das CAQ System als Insellösungen agieren und ein durchgängiger Prozess fehlt, gibt es verschiedene Herausforderungen, wie anhand des vorliegenden Kundenbeispiels verdeutlicht wird.
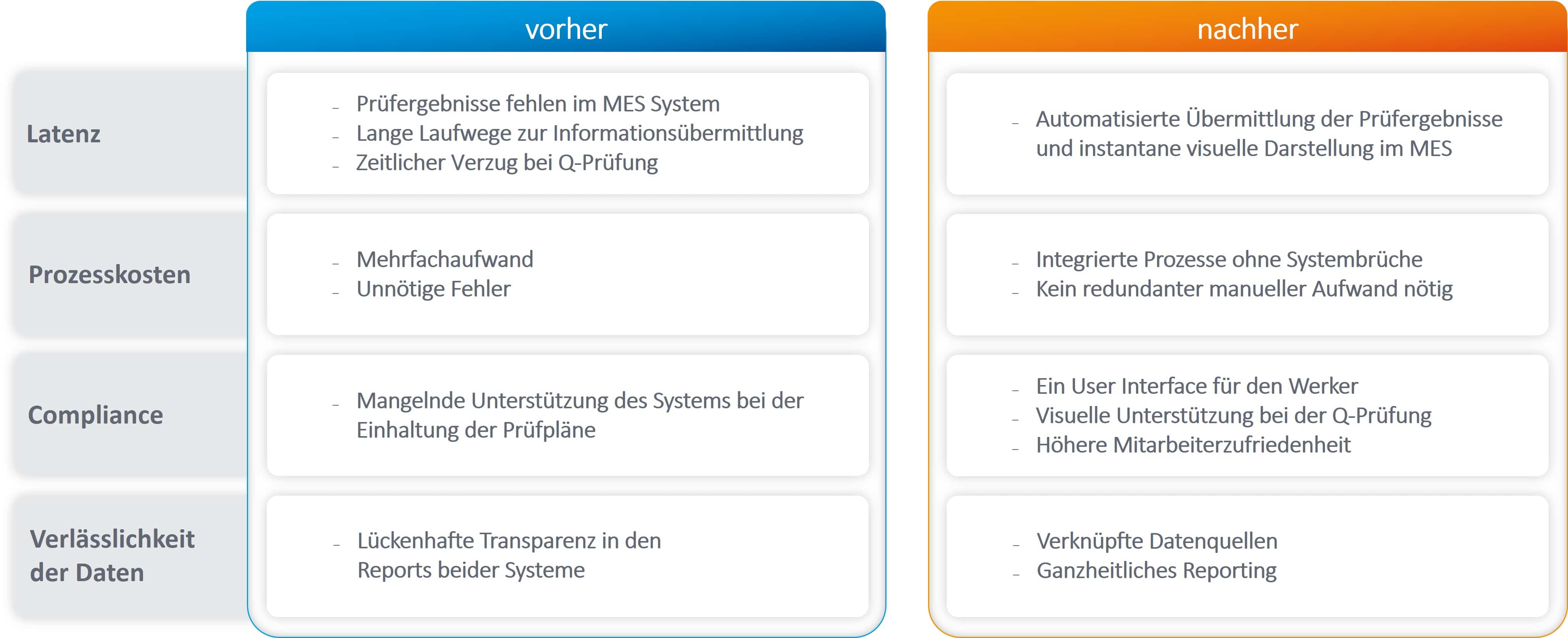
Latenz: Fehlender aktueller Prüfstatus des CAQ Systems im MES-Systems
Vor der Integration beider Systeme sorgte die räumliche Trennung von Maschinenarbeitsplatz und Messraum für Verzug beim Übermitteln des Prüfergebnisses. Dies war besonders bei der Freigabe des ersten produzierten Teils eine Herausforderung, da die Produktion nur nach dem Ergebnis der sogenannten Erstteilfreigabe weiter fortgesetzt werden durfte. Daneben fehlte eine visuelle Darstellung der Prüfergebnisse für den Werker im Shopfloor Terminal des MES-Systems. Diese Prüfergebnisse waren nur im QM System ersichtlich, wodurch am Arbeitsplatz nicht angezeigt wurde, ob die aktuell produzierte Menge den nötigen Qualitätsfaktoren entspricht.
Prozesskosten: Mehrfachaufwand, unnötige Fehler, Akzeptanzprobleme
Mangelnder Informationsfluss zwischen Qualitätssicherung und Fertigung war eine zentrale Herausforderung für den Kunden. Das manuelle Erstellen von Vorgängen und Prüfaufträgen bedeutete für das Unternehmen einen doppelten oder gar dreifachen Aufwand im Produktions- und Maschinenbereich, damit verbundene zusätzliche (unnötige) Fehler, weiteren Schulungsbedarf und geringere Akzeptanz der Prozesse durch die Werker.
Compliance: Bedarfsgesteuerte Qualitätsprüfung vs. Traceability Anforderungen
Die Entscheidung, wann genau, d.h. für welches Teil eine Qualitätsprüfung durchzuführen ist, wurde von den Werkern nach eigenem Ermessen entschieden und dann ausgeführt. Häufig konnte dabei zeitlicher Verzug oder eine nur teilweise Prüfung beobachtet werden. Wie bereits zuvor erwähnt, stellte dies besonders bei der Erstteilfreigabe eine Herausforderung dar.
Verlässlichkeit der Daten: Doppelte Datenerfassung und ungleiche Auswertungen
Die Datenerfassung und Visualisierung der Ergebnisse erfolgten in beiden Systemen unabhängig und nicht synchronisiert. Die redundante Erfassung, Speicherung und Auswertung der Daten hatte Mehraufwände sowie lückenhafte Transparenz in den Reports beider Systeme zur Folge. Insbesondere die Verknüpfung beider Datenquellen erforderte erheblichen manuellen Aufwand, war kaum reproduzierbar zu bewerkstelligen und erschwerte ein ganzheitliches Reporting erheblich.
Zielsetzung: Reduzierung der Qualitätskosten
Die Konsequenz aus den genannten Herausforderungen: Hohe Qualitätskosten. Durch eine Integration des CAQ Systems mit dem MES-System und die Etablierung ganzheitlicher Prozesse sollte dieser Zustand verbessert werden.
Hierfür formulierte der Kunden in einem internen Programm die Reduzierung der Qualitätskosten. Qualitätskosten oder auch Cost of Quality (CoQ) bestehen aus:
- Kosten für gute Qualität (Cost of Good Quality (CoGQ) und
- Kosten für schlechte Qualität (Cost of Poor Quality (CoPQ)
Hinter den Kosten für gute Qualität verstehen sich die eingesetzten Ressourcen, um die Produktqualität sicherzustellen und Fehler zu vermeiden. Kosten für schlechte Qualität hingegen entstehen durch schlechte Verfahren, niedrige Qualität, Fehler und den Kosten der Behebung dieser Fehler.
Die Integration von QM und MES-System reduziert die Kosten für gute Qualität durch eine durchgängig digitale Abbildung von Prozessen. Als Folge höherer Qualität lassen sich die Kosten schlechter Qualität reduzieren. Um dies zu erreichen, wurden folgende Ziele für die Integration der Systeme bestimmt:
- Visuelle Aufforderung zu einer fälligen Qualitätsprüfung im FORCAM Shopfloor Terminal. Für die Mitarbeitenden ist es direkt ersichtlich, wann geprüft werden muss.
- Automatisierter Informationsaustausch zwischen QM und MES-System (FORCE MES FLEX): Durchgängige Prozesse und verlässliche Daten.
- Die Anzeige der Ergebnisse der Qualitätsprüfung am FORCAM Shopfloor Terminal: Geringere Latenz bis zur Wiederaufnahme der Produktion bzw. geringeres Risiko, da Werker sofort über Qualitätsabweichungen informiert wird und darauf passend reagieren kann.
- Reportfähige Aufbereitung der Daten für das Management und Key User, welches Qualitätsergebnis zu welchem AVO verbucht wurde (i.O, N.iO oder Prüfverzicht). Hiermit soll Transparenz entstehen, welche für weitere Analysezwecke genutzt werden kann
- Normkonformität zu DIN EN ISO 9001, IATF 16949, AIAG, VDA
Umsetzung – von der Spezifikation hin zur Integration
Beide Systeme, QM und MES, waren bereits seit längerer Zeit im Einsatz, wurden also nicht neu eingeführt. Damit die genannten Ziele erreicht werden konnten, teilte sich das Projekt zur Integration beider Systeme wie folgt in vier Phasen auf: Spezifikations-, Umsetzungs-, Test- und Hypercare -Phase.

- In der Spezifikationsphase wurde ein Kundenlastenheft erstellt. Dieses diente als Grundlage für FORCAM und unseren Partner CAQ AG, um ein gemeinsames Pflichtenheft inklusive Testszenarien zu erstellen.
- Darauf folgte die Umsetzungsphase, in welcher die bestehende QM-Schnittstelle erweitert wurde, um die Kundenanforderungen vollständig erfüllen zu können. Diese steht allen FORCAM Kunden im Standard zur Verfügung und erlaubt eine Integration mit QM Systemen über eine offene Schnittstelle (REST-API). Die Integration beider Systeme durch die Abbildung der oben beschriebenen relevanten Geschäftsprozesse auf einer frei verfügbaren und robusten Low-Code Plattform: NodeRED. Sie teilte sich in die folgenden drei Schritte auf:
- Modellierung der Prozessabläufe
- Definition der relevanten Start- & Endpunkte
- Definition der relevanten Trigger, um Prozesse zu starten
- Für die Testphase wurden, basierend auf den in der Spezifikationsphase definierten Szenarien, mehr als 30 Testszenarien für Verbindungs- und Funktionstests definiert. Diese wurden gemeinsam mit allen Projektbeteiligten getestet und die Ergebnisse dokumentiert.
- In der Hypercare Phase wurde Feedback der Anwender in der produktiven Nutzung des integrierten Systems über verschiedene Rollen eingeholt und die Akzeptanz der Nutzer hergestellt. Besonders interessant: Einige Nutzer formulierten weitere Use Cases, die durch die Integration der Systeme zukünftig abgebildet werden können.
Nutzung der integrierten Lösung
Einblick in den Tag eines Mitarbeitenden bei unserem Kunden:
- In der Regel gibt es eine Erstteilfreigabe. Das erste hergestellte Teil eines Auftrages wird geprüft, nachdem die Maschine gerüstet und eingefahren ist.
- Die Serienbegleitende Prüfungen erfolgt nach einer vorbestimmten Stückzahl oder nach Zeitintervall. Das CAQ System erhält die Mengenmeldungen und triggert, sobald die vordefinierten Parameter erreicht sind, eine Qualitätsprüfung. Diese wird dem Werker am Shopfloor Terminal angezeigt.
- Die Wiederanlaufprüfung nach Maschinenstörungen besagt, dass das erste Teil nach einem längeren Stillstand geprüft werden muss. Die Stillstandszeiten werden aus dem MES-System an das CAQ System übermittelt und lösen eine Qualitätsprüfung aus, sofern diese die vorgegebene Zeit überschritten hat.
- Bei der Schichtwechselprüfung beendet oder unterbricht der gehende Mitarbeiter den Fertigungsauftrag. Dem kommenden Mitarbeiter wird ein Pop-up angezeigt und er startet diesen Vorgang wieder.
Ergebnisse
Automatisierter Informationsaustausch zwischen CAQ und MES
Am Shopfloor Terminal werden die Werker visuell zur Q-Prüfung aufgefordert sowie über den aktuellen Qualitätsstatus informiert. Das QM-System wird von FORCE MES FLEX mit Information über den Auftragsstart versorgt und antwortet mit dem auftragsspezifischen Prüfverhalten an das MES-System.
Visuelle Aufforderung zur Q-Prüfung am Shopfloor Terminal
Durch die visuellen Aufforderungen konnten die bedarfsgesteuerten Qualitätsprüfungen abgelöst werden. Somit muss der Werker nicht mehr selbst entscheiden, wann die Prüfung durchzuführen ist. Der Kunde kann auf die bisher üblichen bedarfsgesteuerten Qualitätsprüfungen zukünftig verzichten. An ihre Stelle treten konkrete Anweisungen im Shopfloor Terminal, wann und wie die Qualitätsprüfung durchzuführen ist. Die Werker des Kunden nehmen die Veränderung sehr positiv auf und empfinden die Veränderung als sehr angenehm.
Visuelle Anzeige des Prüfergebnisses am Shopfloor Terminal
Durch den Informationsaustausch zwischen beide Systemen stehen dem Werker nun zu jedem Zeitpunkt die aktuellen Prüfergebnisse am Shopfloor Terminal zur Verfügung.
Ergänzung des Reportings um Qualitätsinformationen
Generell konnte durch die Integration von Daten und Bereitstellung von intuitiven, bedarfsgerechten User Interfaces erhebliche Effizienzvorteile erzielt werden. Nach ersten Erkenntnissen des Kunden kann das Qualitätsbewusstsein aller Mitarbeiter gesteigert werden. Durch die Unterstützung der Werkerselbstprüfung können sich die Werker stärker auf die Erfüllung ihrer eigentlichen Aufgabe fokussieren. Produktivitätssteigerung und höhere Motivation der Fertigungsmitarbeiter durch optimale Unterstützung bei der Erfüllung ihrer Aufgaben sind die Folge. Der Kunde verzeichnet zudem einen Rückgang der Reklamationen und Reduzierung der Kosten.
Nächste Schritte?
Stehen Sie vor ähnlichen wie den beschriebenen Herausforderungen oder möchten Sie sich mit unseren Experten zur Auflösung des Trade-off zwischen Qualität und Produktivität in Ihrem Kontext austauschen? Kontaktieren Sie uns! Wir vernetzen Sie mit den entsprechenden Experten.
