关键绩效指标 OEE 及其意义

设备综合效率(OEE)是一种关键绩效指标,它描述了设备的可用性与生产时间的关系,从而将利用率、性能和质量的程度归结为一种易于确定的关系。如今,制造企业的标准是通过可视化设备可用性,使问题一目了然。这样可以更快地发现缺陷,并采取适当的优化措施。下文将解释 OEE 的具体测量内容、OEE 的计算方法、哪些主要问题会对 OEE 产生负面影响,以及为什么 OEE 对于希望优化工厂利用率的公司如此重要。
从故障管理到全面生产维护系统
1982 年,中岛诚一首次提出了 “设备综合效益 “的概念。他通过 “全面生产维护系统 “找到了一种方法,使企业能够系统地找出差距和优化潜力,从而降低生产成本。这样,他就满足了自 20 世纪 60 年代以来不断发展的需求。
大公司的生产流程变得越来越复杂,因此有必要放弃传统的故障管理。故障管理意味着当机器发生故障时,要对其进行维修。
生产力管理由此发展而来,生产团队直接参与维护和修理。这使公司开始应对设备日益复杂的情况,并提高了设备的整体可用性。但与此同时,将设备的可用性与您的条件联系起来,从而发现不足之处和优化潜力,却变得更加困难。
设备总体效率这一关键数据使这一切成为可能。
OEE 定义
关于 OEE 的第一个问题是:工厂实际运行了多长时间?工厂实际运行了多长时间? 或者换一种说法: 与运行时间相比,工厂的实际生产率有多高?在这段时间内能生产出多少合格产品?
整体设备效率(OEE)是一种关键绩效指标,可以用来衡量生产效率或工厂的可用性。
OEE 值为 100 % 意味着您只生产好的产品,而且生产速度尽可能快,没有停机时间。OEE 值为 0% 意味着三个维度中至少有一个维度为 0%。要么只生产废品,要么工厂处于停滞状态
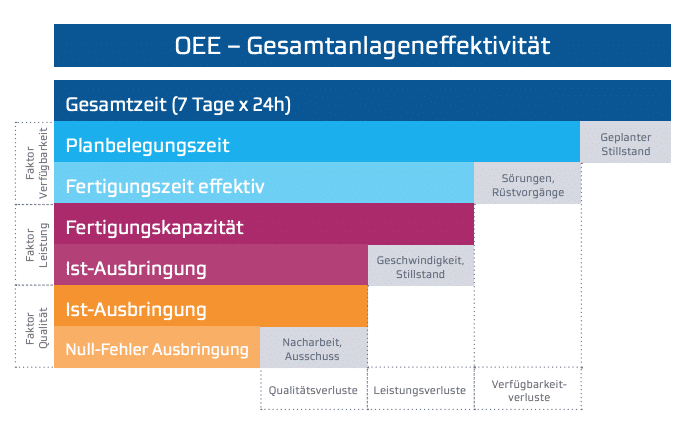
设备综合效率(OEE)计算的三个因素
OEE 涉及工厂可用性的三个因素:可用性因素、性能因素和质量因素。
在这些因素中,最终对 OEE 产生负面影响的问题也同样存在。它们被称为六大损失。
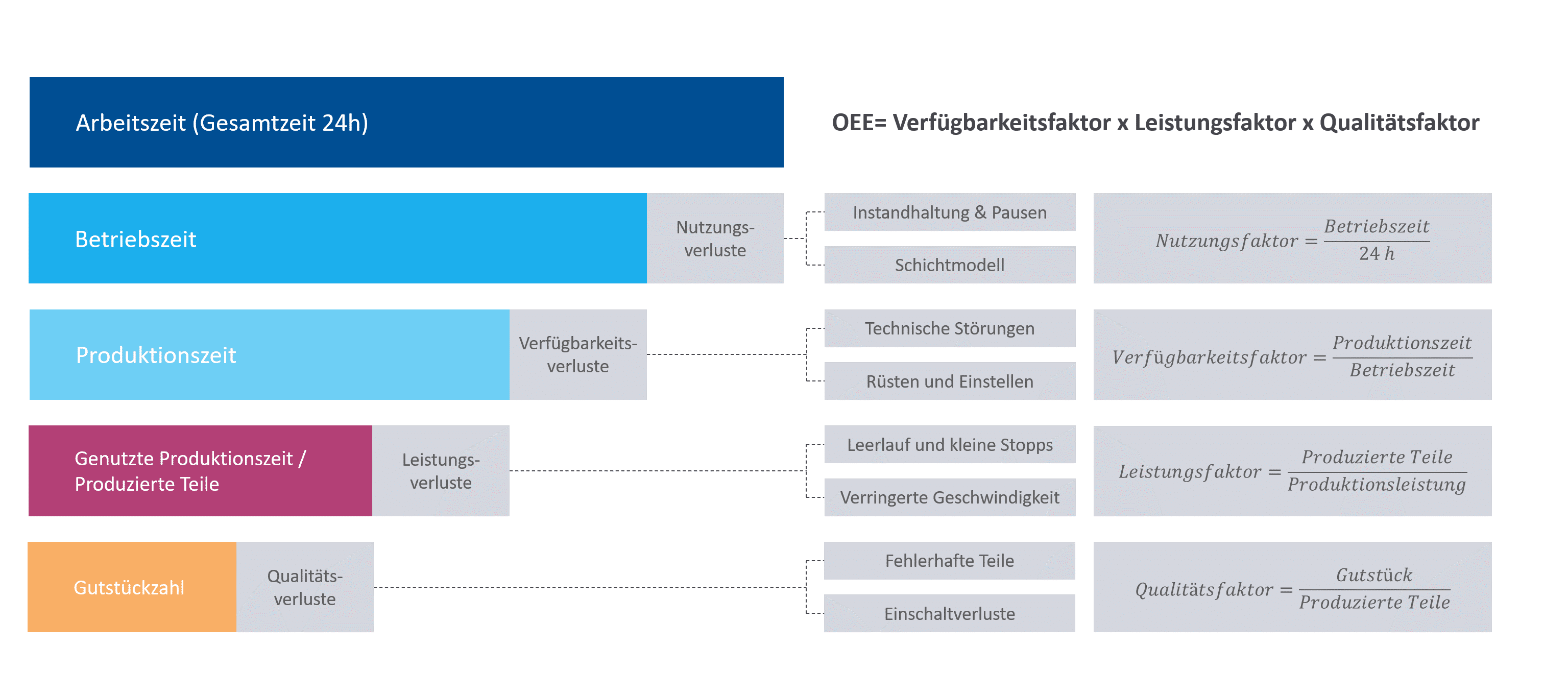
OEE 计算:
OEE= 可用性系数 (%) x 性能系数 (%) x 质量系数 (%)
- 可用系数 (%) = 正常运行时间/可用时间
- 功率因数(%)= 总产量/(目标产量 x 运行时间)
- 质量系数 (%) = 优良产量/总产量
良好的 OEE 值为 80 % 及以上。通过 OEE 计算和可视化,可以确定损失来源并优化瓶颈机器。未优化的机器通常只有 60 %,可以通过这种方法进行改进。
可用性系数
设备整体效率的第一个重要维度是设备的可用系数。这源于计划生产时间与实际运行时间的比率。毕竟,设备的运行时间与生产时间永远不会完全相同。有两个主要问题会对利用率产生负面影响。
- 工厂停工是指工厂本应进行生产,但由于故障而无法运行的一段时间。这包括计划外的维护工作、技术故障、故障或机器操作人员严重不足。
- 调试时间是指需要调试或更换机器的时间。例如,这包括单个部件的转换或调整,也包括必要的清洁工作。与运行时间相对应的是系统不运行时的各种运行状态。我们必须从总运行时间中减去这些时间。如果将所有这些因素都计算在内,我们就可以得出第一个关键数字:系统的利用率。
可用性系数 = 运行时间/计划生产时间
如果利用率为 100%,这意味着工厂在计划生产时间内每分钟都在运行。如果利用率为 0%,则意味着工厂在整个生产时间内完全停滞。
功率因数
然而,在现实中我们不能停留在这个层面上,因为工厂的速度并不一定是线性的。计划中的设备性能与实际设备性能出现偏差的原因有很多:
- 小停机和空转是指系统必须短暂停机的时间段。例如,由于进纸错误、设置不正确或卡纸而造成的性能损失。空转是经常持续发生的问题之一,同时也是被忽视的问题。
- 降速是指设备运行速度低于可能达到的最快速度。造成这种性能损失的原因很广泛,从设备部件的磨损到设备操作或材料方法方面的人员不佳,不一而足。
性能比表示理论上可能的运行时间与实际运行时间之间的关系。它为我们提供了运行时间。
功率因数=净运行时间/运行时间
100% 产出意味着生产过程以理论上的最高速度运行,而不会出现中断和设置时间。
质量因素
第三个层面涉及生产结果。只有当工厂最终生产出可销售的零件时,该工厂才算实现了生产。这意味着,不能再使用或必须返工的部件要从生产的部件总数中扣除。这种废品主要由两个问题造成。
- 工艺缺陷:在生产过程中,总会出现一些有缺陷的部件,要么需要返工,要么根本无法使用。例如,由于操作失误或设备设置不正确,就会在生产过程中产生废品。
- 产量降低:产量降低指的是在稳定生产之前由于问题已经产生的浪费。问题通常发生在生产线转换之后,但也可能是由于预热周期或生产线启动后必然产生的废料。
质量系数 = 可用零件数/生产的零件总数
100% 的质量水平意味着没有废品或需要返工的零件,而 0% 的质量水平意味着生产的零件完全无法使用。在计算 OEE 时,需要返工的零件将被视为废品。最后,时间损失与生产线有关。

计算多台机器的 OEE
一家工厂通常不只运行一台机器,而是多台。根据我们的经验,将单台机器的 OEE 相加然后计算出平均值的做法仍然非常普遍。但这种计算方法行不通,因为每台 OEE 数字产生的条件各不相同。如果计算这些 OEE 数字的平均值,就无法对任何一台机器或整个工厂做出有意义的说明。OEE 表达了多个维度之间的关系。如果要计算一家工厂多台机器的 OEE,就必须将所有单个维度相加,然后计算出整体 OEE。
计算生产线的整体设备效率
在生产线上,各个工厂相互依赖,必须在生产过程中相互支持,只有在这种情况下,OEE 比率的计算才会显得更加复杂。这是因为 OEE 可以帮助您找出生产过程中降低设备可用性的因素。因此,在生产线中,基本上只有决定性能的部分才是相关的。
TEEP 与 OEE
TEEP 是 “设备总有效性能 “的缩写,描述的关系与 OEE 相同,但与日历年而不是运行时间相关。因此,要计算 TEEP,需要将正常运行时间与日历年联系起来。TEEP 为 100%,表示生产设备得到充分利用,每周 7 天、每天 24 小时以最高速度生产可用部件。
假设每周工作 5 天,每天工作 24 小时,则全年的利用率为 71.4%。将此利用率乘以 OEE 即可得出 TEEP。
TEEP = 利用率 x OEE
瓶颈资源通过一个控制回路不断被识别和优化。首先,必须测量 TEEP 指标,然后才能进行原因分析。一旦确定了原因,就要对潜力进行评估。需要投入多少时间和成本,可以实现哪些效益。当决定启动项目时,就会制定一个包含措施、期限和负责人的项目计划。通过这种方式,控制环路为变更管理流程提供了支持。
设备总体效率 OEE:结论
如今,OEE 已成为企业快速、轻松地直观了解生产设备可用性的关键数据。通过它可以快速发现问题,评估优化措施是否成功。
