Quality improvement vs. productivity increase – or both?
Simply map processes holistically on the shop floor with FORCAM
In production, there are often many heterogeneous data sources from machines and software systems that are rarely viewed and used holistically. Operating systems independently of each other in parallel causes friction and efficiency losses, resulting in high process costs. Transparency across system boundaries is practically impossible. One of our customers from the automotive sector also complained about the large number of isolated systems that prevented the maximization of the digitization dividend isolated.
What economic potential does the holistic digital mapping of processes in manufacturing offer? Using the practical example of this FORCAM customer, we present how, by integrating FORCAM’s MES (MES FLEX) with the QM software of a partner (CAQ AG) via open interfaces
- Manufacturing Execution and Quality Management Systems integrated,
- Processes integrated end-to-end,
- Improved the performance of manufacturing,
- Quality costs are reduced and
- Employee satisfaction can be increased.
Challenge of lack of communication between CAQ and MES
If the MES and CAQ systems act as isolated applications and a continuous process is missing, there are various challenges, as illustrated by this customer example.
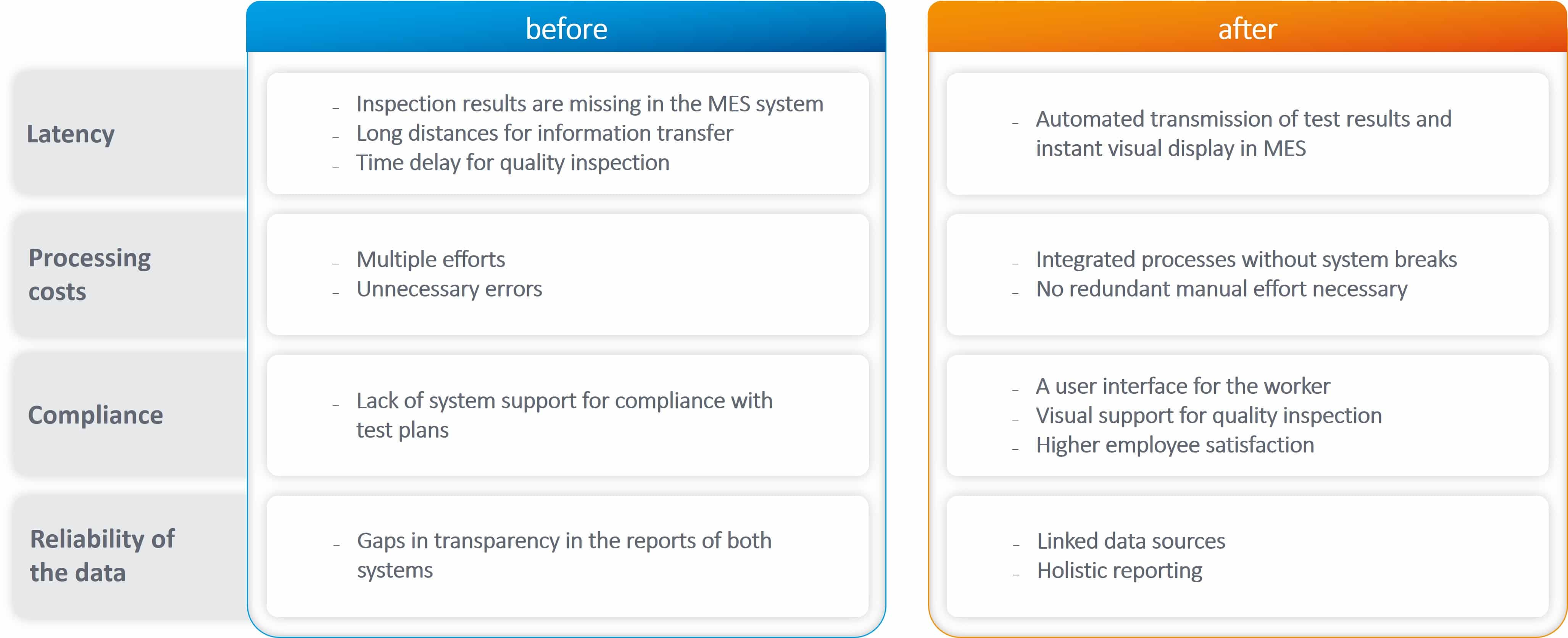
Latency: Lack of current inspection status of the CAQ system in the MES system
Before integrating both systems, the physical separation of the machine workstation and the measuring room caused delays in transmitting the test result. This was a particular challenge when releasing the first part produced, as production could only be continued after the result of the so-called first part release. In addition, there was no visual display of the inspection results for the worker in the shop floor terminal of the MES system. These inspection results were only visible in the QM system, which meant that whether the currently produced quantity met the necessary quality factors was not displayed at the workstation.
Process costs: multiple efforts, unnecessary errors, acceptance problems
The lack of information flow between quality assurance and production was a key challenge for the customer. The manual creation of operations and inspection orders meant a double or even triple effort for the company in the production and machine area, associated with additional (unnecessary) errors, further training requirements, and lower acceptance of the processes by the workers.
Compliance: Demand-driven quality inspection vs. traceability requirements
The workers decided when exactly, i.e., for which part a quality inspection is to be carried out, at their discretion and then carried it out. Time delays or only partial testing could frequently be observed in the process. This was a challenge, especially for the initial part release.
Reliability of data: Duplicate data collection and unequal evaluations
Data acquisition and visualization of the results took place independently in both systems and were not synchronized. The redundant collection, storage, and evaluation of data resulted in additional work and incomplete transparency in both systems’ reporting capabilities. In particular, linking both data sources required manual effort, was hardly reproducible, and made holistic reporting considerably more difficult.
Objective: Reduction of quality costs
The consequence of the above challenges: High-quality costs. This situation should be improved by integrating the CAQ system with the MES system and establishing holistic processes.
For this purpose, the customer formulated reducing quality costs in an internal program. Cost of Quality (CoQ) consists of:
- Cost of Good Quality (CoGQ) and
- Cost of Poor Quality (CoPQ)
Underlying the costs of good quality are the resources used to ensure product quality and prevent defects. The cost of poor quality, on the other hand, is the cost of poor processes, low-quality, defects, and the cost of correcting them.
The integration of QM and the MES system reduces the costs of good quality through a continuous digital mapping of processes. As a result of higher quality, the costs of poor quality can be reduced. To achieve this, the following goals were determined for the integration of the systems:
- Visual request for a quality inspection due in the FORCAM Shopfloor Terminal. For the employees, it is directly visible when the inspection is due.
- Automated information exchange between QM and MES system (MES FLEX): consistent processes and reliable data.
- Displaying the results of the quality inspection on the FORCAM Shopfloor Terminal: Reduced latency until production resumes or lower risk, as workers are immediately informed of quality deviations and can react appropriately.
- Reportable preparation of the data for the management and key users, which quality result was posted for which Operation (ok, not ok or inspection waiver). This is intended to create transparency, which can be used for other analysis purposes.
- Standard conformity to DIN EN ISO 9001, IATF 16949, AIAG, VDA
Implementation – from specification to integration
QM and MES systems had already been in use for some time, so they were not newly introduced. To achieve the goals mentioned above, the project to integrate the two systems was divided into four phases as follows: specification, implementation, test, and hyper care phase.

- During the specification phase, a customer specification sheet was created. This served as the basis for FORCAM and our partner CAQ AG to create a joint specification, including test scenarios.
- The implementation phase followed the specification. In this phase, the focus was on extending the existing QM API to meet customer requirements fully. This is available to all FORCAM customers as standard and allows integration with QM systems via an open interface (REST API). The integration of both systems by mapping the relevant business processes described above on a freely-available and robust low-code platform: NodeRED. It was divided into the following three steps:
- Modeling of the process flows
- Definition of the relevant start & endpoints
- Definition of the relevant triggers to start processes
- This was followed by the test phase, wherein 30 function and connection tests were defined and executed. These were tested together with all project participants, and the results were documented.
- In the hyper care phase, feedback was obtained from users in the productive use of the integrated system via various roles, and user acceptance was established. Of particular interest: Some users formulated further use cases that could be mapped in the future by integrating the systems.
Use of the integrated solution
Insight into the day of an employee at our customer:
- As a rule, there is a first part release. The first manufactured part of an order is inspected after the machine has been set up and run in.
- The in-process inspections are performed according to a predefined quantity or time interval. The CAQ system receives the quantity reports and triggers a quality inspection as soon as the predefined parameters are reached. This is displayed to the worker on the shop floor terminal.
- The restart inspection after machine malfunctions states that the first part must be inspected after a longer downtime. The downtimes are transmitted from the MES system to the CAQ system and trigger a quality inspection if this has exceeded the specified time.
- During the shift change inspection, the departing employee finishes or interrupts the production order. A pop-up is displayed to the incoming employee, and he restarts this process.
Results
Automated exchange of information between CAQ and MES
At the shop floor terminal, the workers are visually prompted for a quality inspection and informed about the current quality status. The QM system is supplied by MES FLEX with information about the start of the order and responds with the order-specific inspection behavior to the MES system.
Visual prompt for quality inspection on the shop floor terminal
The visual prompts made it possible to replace the demand-driven quality inspections. This means that the worker no longer must decide when the quality check needs to be carried out. The customer can dispense with the usual demand-driven quality inspections in the future. They will be replaced by specific instructions in the shop floor terminal regarding when and how the quality inspection will be carried out. The customer’s workers are optimistic about the change and find it very easy to work with.
Visual display of the test result on the shop floor terminal
The exchange of information between the two systems makes the current inspection results available to the worker at any time on the shop floor terminal.
Addition of quality information to reporting
In general, significant efficiency benefits can be achieved by integrating data and providing intuitive user interfaces tailored to the customer’s needs. According to the customers’ initial findings, the quality awareness of all employees can be increased. By supporting self-inspection, workers can focus more on performing their actual tasks. Productivity increases, and higher motivation of the production employees due to optimal support in fulfilling their jobs are the results. The customer also records a decrease in complaints and a reduction in costs.
Next steps?
Are you facing challenges similar to those described, or would you like to discuss how to resolve the trade-off between quality and productivity? Contact us and get in touch with our experts! We will schedule a personalized meeting with you.
