MES (Manufacturing Execution System): Everything you need to know about the MES system

What is MES?
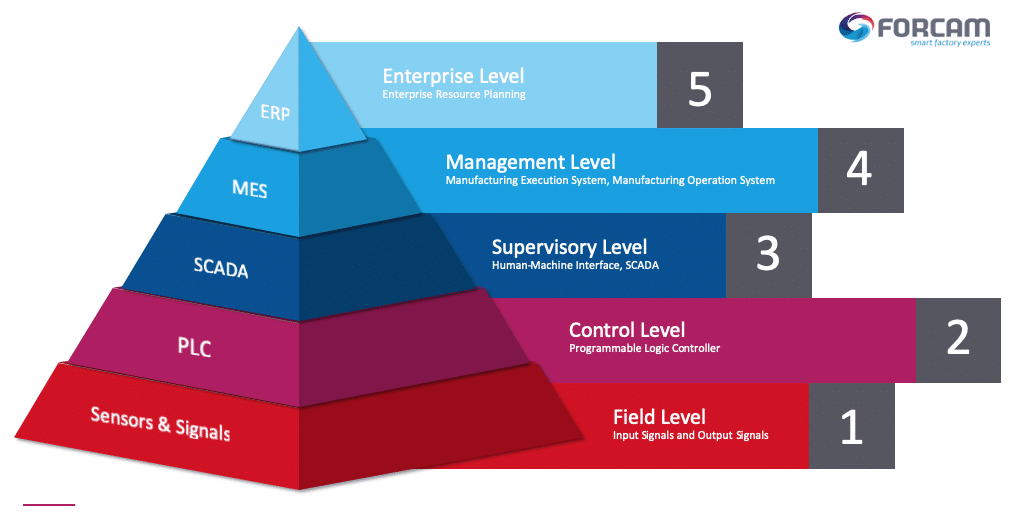
A manufacturing execution system (MES) controls, monitors, and documents the entire production process in real time. The factory software connects the planning level system (ERP – enterprise resource planning) with the machines and terminals at the production level. It ensures that machine data is recorded, production progress is made visible, and work orders are implemented precisely. Important MES functions include machine data collection (MDC) and production data acquisition (PDA), detailed planning, traceability (track & trace), and the management of personnel, materials, and quality. The MES ensures transparency, reduces downtime, increases quality, and ensures more efficient and error-free production. For production employees, it enables clear orders, better overviews, and more effective working methods.
The MES transition: from monolithic to open platforms
Today, manufacturing companies want more than just a manufacturing execution system; they want a factory IT solution that ensures they remain future-proof in the age of the industrial Internet of Things (IIoT). Digitization and the departure from conventional MES is not an end in itself: modern digital factory monitoring ultimately increases competitiveness and site security. That is why – as in the B2C sector – open platform solutions are becoming more prevalent in the industrial B2B sector.
Today’s manufacturing is still highly unpredictable and competitive, despite major advances in ways and means. So much so that the typical manufacturer must do much more than use the latest bells and whistles to survive.
It is critical that manufacturers be versatile and constantly optimize efficiencies to improve quality and production rates and maximize profits. This requires a comprehensive understanding of production, and all it takes is the right level of visibility into critical processes. An open MES platform with integrated MES functionalities plays a vital role. It coordinates and digitalizes production and quality controls, machine integration, plant maintenance, and real-time analytics based on accurate shop floor data.
This contributes to greater efficiency at lower costs, faster decision-making, and higher profits – all critical factors in gaining a competitive advantage and staying in business.
What is a Manufacturing Execution System (MES)?
A Manufacturing Execution System (MES) is a manufacturing management system that maps, monitors and controls complex manufacturing processes. The main objective of an MES is to ensure the effective execution of manufacturing operations and improve production performance. In doing so, it helps a company achieve these goals. It does this by collecting and processing accurate, real-time data throughout the entire production lifecycle.
Functionally, the acronym MES-which stands for Manufacturing Execution System-describes automated systems that manage, document, and synchronize the execution of real-time physical processes involved in transforming raw materials into intermediate or finished products. The goal is to use MES control and functionality to achieve greater efficiency in product execution and production.
Manufacturing Execution Systems do much more than control hardware, they also deal with quality, inventory and other important parts of the manufacturing process. Aspects that are typically addressed by incorporating these processes through MES software.
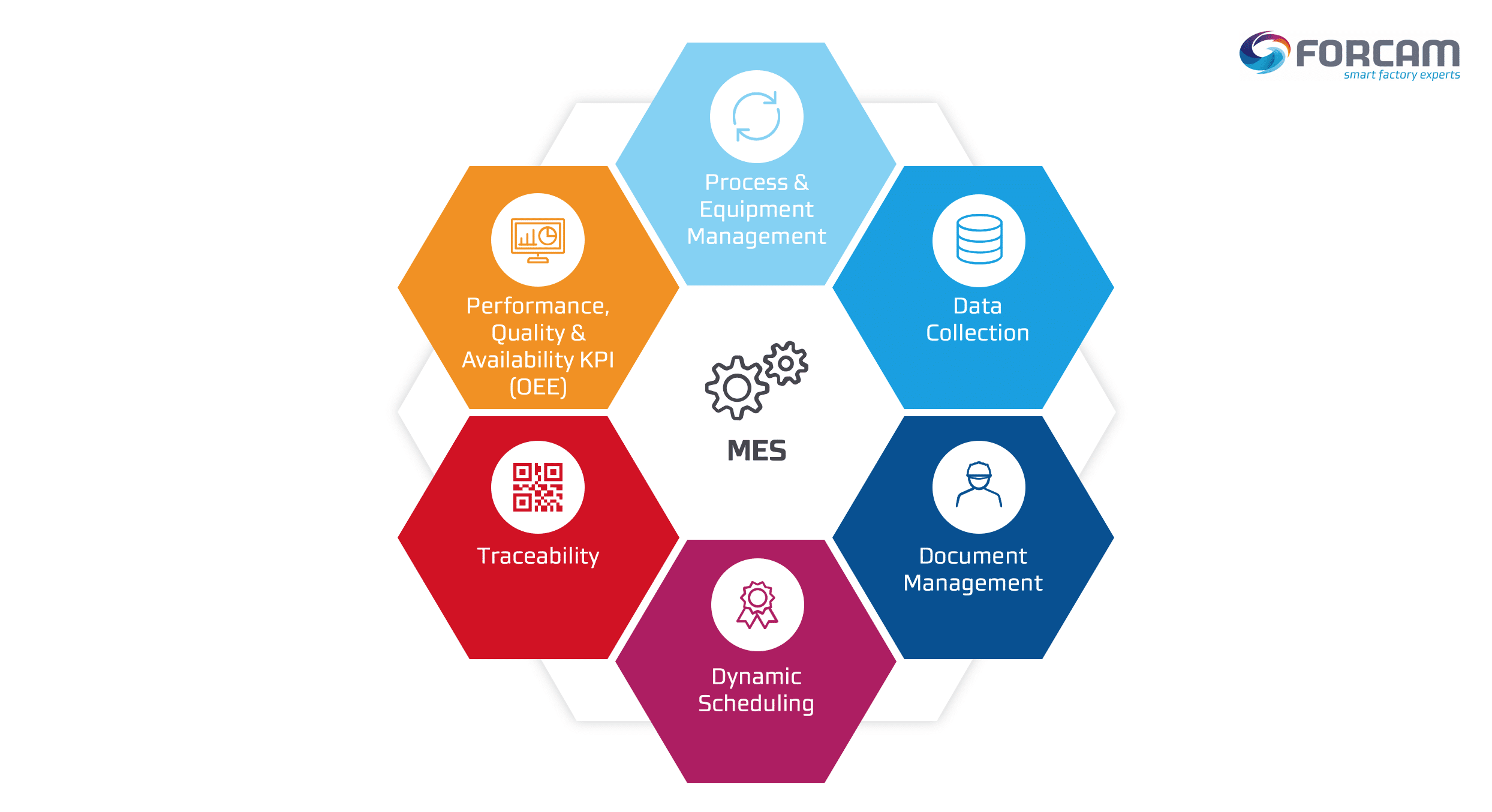
These extensions are not readily categorized as part of traditional MESs. Instead, many analysts in the MES industry refer to them as manufacturing operations management solutions – or MOM. Whatever the jargon, MES software works to report data, provide accurate information about what’s happening on the shop floor and make manufacturing processes less difficult. Below are some of the important functionalities of an MES system. These include machine data acquisition (MDI), store floor data collection (SFDC), performance analysis, detailed scheduling, traceability and document management.
Important functionalities of an MES system
- Machine Data Acquisition / Collection (MDC) acquires data from plants of different vintages and control systems, as well as from different manufacturers. These signals are unified and made usable for evaluation. Clean data form the foundation for determining correct key performance indicators such as Overall Equipment Effectiveness (OEE).
- The Production Data Acquisition (PDA) determines organizational and technical operating data. On the one hand, organizational operating data include, for example, the workstations and personnel data required to fulfill a production order. On the other hand, the technical operating data contains information about the machines, processes, operating states, and output quantities. Thus, the production data acquisition deals with the central question: Who produced what in the factory, when, and at what time? This forms the basis for cost unit accounting.
- The performance analysis collects data in manufacturing and prepares them in reports with meaningful information. Both real-time production states and historical analyses are visualized. Workers can analyze virtually and optimize in real terms.
- An ERP system performs rough planning, and the MES system performs detailed planning. Detailed planning distributes the production orders to the available resources. Thus, the necessary operations of the production orders are scheduled, and the related resources are determined. Thanks to real-time data, bottlenecks can also be detected and flexible responses can be made to imminent delivery delays.
- Track and Trace (traceability) enables product tracing, whereby it can be determined at any time how, where, and when a product or component was manufactured. As a result, regulatory requirements can be met, and product liability risks minimized.
- Document management digitizes, manages, and dispatches all information that workers need for their work processes. The information is prepared and made available promptly at the required point of use. Accordingly, document management helps to achieve the goal of a paperless factory. At the same time, errors can be reduced, since the digital documents cannot be lost between the individual manufacturing steps.
Why are MES functionalities essential for manufacturing companies?
The MES functionalities support companies in controlling and optimizing their manufacturing efficiently. As a bridge between the operational business control and the process control level, companies can directly match data from the ERP system with real-time manufacturing data. This provides unprecedented transparency in manufacturing. In addition, there is a real-time insight into machines and systems, which can be used to intervene immediately in problems or the event of malfunctions.
In addition to these core functions, an MES helps companies to cope with and meet the enormous challenges posed by the regulations and guidelines of various industries such as the pharmaceutical industry or the aerospace industry, for example, through the presented traceability of products. Moreover, this can be used in discrete manufacturing for industries such as aerospace, defense, and automotive, as well as in process manufacturing. This is because a manufacturing execution system offers many fundamental benefits:
- Increased customer satisfaction
- Improved regulatory compliance
- Better agility and shorter time-to-market
- Improved supply chain visibility
- Reduced manufacturing cycle time
- Eliminated paperwork and manual data entry processes
- Reduced order cycle time
- Lower labor costs
- Reduced WIP inventory
- Increased machine utilization
Thus, an MES system can help achieve the three primary goals of time, cost, and quality.

How can MES functionalities help optimize the production process?
Manufacturing Execution Systems are revolutionizing how companies, products, and processes are managed. For many manufacturers, the key to survival is leveraging the right technologies to improve manufacturing and stay ahead of the curve.
The Manufacturing Execution System provides the visibility needed to identify weaknesses in manufacturing via the key performance indicator (OEE). In this way, it is possible to identify whether there are problems in availability, the degree of performance, or even quality.
Exemplary topics can be:
- Operative visibility and efficiency
- Quality and product control
- Materials/labor costs
- Reporting and decision-making
A robust MES solves these core problems by providing actionable data to the right people at the right time, helping them make informed decisions and increasing operational visibility.
MESs would also integrate disparate “islands of information” and interpret them into a realistic picture of productivity. This increases the efficiency of individual functions. This synchronized and coordinated information ultimately promotes tighter control over manufacturing activities and, in turn, end-product quality and first-time production repeatability.
Also, noteworthy is that an MES establishes an automated system for documenting and distributing information processes that not only meets ISO 9000 requirements, but also eliminates the confusion and errors that occur in paper-based systems.
The benefits of Manufacturing Execution Systems
The benefits of a manufacturing execution system cannot be overstated. They impact a manufacturer’s ability to innovate and improve its operations. With an MES, common manufacturing challenges can be easily overcome.
These benefits include, but are not limited to:
- Improved quality management and control: MES provides the data foundation to increase machine efficiency and address sources of loss.
- Compliance with regulatory requirements: MES also ensures that the risk of product recalls or disputes with regulators over product quality and defects are significantly reduced.
- Fast and accurate management reporting: MESs can ensure that everyone in the company can access the insights they need at the time they need it
- Increased Visibility and Efficiency:MESs provide dashboards of relevant real-time information about what’s happening, so you can identify problems early and keep operations running smoothly.
- Overall Equipment Effectiveness (OEE) to increase utilization of the machines.
- Lower costs: MES do wonders for the bottom line: they achieve direct savings by reducing the time required for production.
- Improved MES supply chain collaboration: MES ensure that suppliers have access to accurate data, making it easier for them to collaborate and align their deliveries with production processes.
- Better and Easier Systems Management:A cloud software MES can simplify IT by outsourcing system maintenance to the cloud MES software provider, freeing the manufacturer from a considerable IT burden.
- Better equipment utilization.
Why is an open MES platform so important?
Unlike traditional manufacturing execution systems, an MES platform provides interoperability, and the ability to work with third-party systems. Data acquired on the store floor can thus be made available to other systems and thus provide an essential contribution given Industry 4.0. Conventional MES systems, on the other hand, are primarily monolithic and offer no possibility to communicate operational data or machine data to other systems. This resulted in vendor dependency, investment risk, and transaction costs.
Industrial IoT platforms were designed to break the vendor dependency associated with the MES. An MES platform ensures unrestricted access to data collected on the shop floor. To this end, the strict separation between the MES platform’s acquisition systems and the applications operating on them is essential. The mutual data exchange between all system constituents occurs via openly documented web services based on standard Internet technologies (Open API). Classical MES providers and manufacturing execution systems do not usually offer this.
The open MES platform can be seen as the modern development of classic MES software. For example, existing Manufacturing Execution Systems can seamlessly integrate into today’s platforms.
Comparison between monolithic and modern MES systems
The following characteristics distinguish an open MES platform:
- Customers have full access to their operational data and control access themselves (i.e., data sovereignty remains within the company)
- Operating data is available throughout the company, in production (store floor) as well as in planning (top floor – SAP / ERP)
- Integration of operational data into all systems of the company – the key to higher productivity, resource efficiency, and lower costs
- Access to all available smart factory applications today and in the future
- Stable, valid detailed order planning through Big Data analysis from past operating data
- Predictive Maintenance: Big Data analysis identifies failure causes before the failure can occur
- Investment security and flexibility, as an MES platform is open to third-party systems and provides any smart manufacturing app with all er-required information, regardless of the manufacturer
This is contrasted with the monolithic Manufacturing Execution System, which is characterized by the following features:
- Customers access their operating data via licensed manufacturer programs.
- Operating data is only available in the MES world. Production is primarily isolated from the rest of the enterprise on the IT side.
- Data silos contradict the concept of Industry 4.0 and Smart Factory – smart, digitally networked production across plants and factory gates.
- Often redundant data management.
- The use of smart factory applications is not possible.
- Detailed planning with average values, which are usually already obsolete after hours.
- Proactive quality assurance is only possible with the in-house resources of the MES provider if these are available.
- Operation and machine data collection in an MES leads customers into vendor dependency and a technological dead end. High investment risk and transaction costs.
In the Industrial Internet of Things (IIoT) era, manufacturing companies are concerned with the right technology strategy for the next decade. Data silos must be broken down with appropriate solutions to increase productivity and profitability. Why is an open MES platform better? Because for the upcoming third decade, manufacturing companies need flexible and freely extensible solutions to optimize their productivity today and in the future.
What an MES platform must be able to do
When making an investment decision for or against a platform technology, three things should be essential: The solution can be easily and quickly integrated into the existing IT architecture, the solution creates comprehensive transparency and clarity through a unified production data model for all departments, the solution is flexible in the IT infrastructure required (on-premise, edge or cloud), and is open to the integration of current and future applications.
It does not have to be complicated or expensive to introduce a digital platform solution for factories. The simpler the solution, the greater the acceptance within the company. And starter kits and pilot projects help make the first steps efficient.
SIMPLE – Most significant for manufacturing managers in the first step: The MES platform solution must first enable the simple networking of machines on an IT platform, as well as the connecting t shop and top floor (ERP – Enterprise Resource Planning).
Fast – The real-time speed of digital factory monitoring is important for all stakeholders. The platform solution must be able to generate digital mirror images of production on the computer, with which production managers and workers can virtually analyze key figures such as overall equipment effectiveness (OEE) and optimize them in real terms, and controlling can work with facts from the factory.
FLEXIBLE – Finally, companies with an open Industry 4.0 platform remain flexible today and in the future if the solution can offer open application interfaces (OPEN API). This allows companies to create their factory IT architecture and remain open to new apps today and in the future.
These requirements are met by an open platform solution, where essential MES solutions are pre-installed and ready to use. The two together – open platform solution and pre-installed MES solutions – create the ready-to-go IT solution that allows companies to get started immediately while remaining flexible to integrate current and future IT solutions.
Q&A
Do you want to know more about this topic or our products?
We will be happy to answer any open questions.
