AI – producing more effectively & sustainably by detecting anomalies
Many companies continue to struggle with the use of AI in production. We show how concrete challenges can be better solved using AI methods and thus generate economic benefits. Concrete application examples show how companies in the food and beverage industry can make production more efficient and sustainable.
Partnership between INCTEC and FORCAM
FORCAM partner incontext.technology (INCTEC) offers a data-driven solution for continuously monitoring equipment and processes for manufacturing companies – Smart Monitoring. Artificial intelligence (AI) and machine learning (ML) techniques enable data analysis at both signal and process levels, identify outliers and irregularities, and thus create even more transparency in industrial processes. Deviations from the target state can be determined quickly and robustly. Production staff are informed about variations and can therefore decide on the appropriate operational measures in a data-based and timely manner without continuously monitoring process data streams. By focusing employees’ attention on relevant information, companies can identify new potential, realize efficiency gains, and produce more sustainably.
Motivation: why use AI in manufacturing?
The potential of AI for the German economy is enormous. By 2030, GDP is expected to increase by more than 10 percent, which can be attributed to the use of AI solutions. There are many opportunities for companies – from optimizing processes to further developing existing business models.
Challenges of an AI implementation from the customer’s perspective
The potential benefits of an AI implementation are immense, as PWC’s study “Artificial Intelligence in Enterprises” (2019) points out. This contrasts with a small 6% of companies using AI to improve and optimize their value creation and build new business models. INCTEC and FORCAM customer surveys also confirmed the most common reasons and challenges. These can be summarized as follows:

Unknown benefit potential:
For many companies, there is a significant lack of clarity about the value that AI can gain in manufacturing. Added to this is the perception of AI as a threat to one’s job. Thus, the potential of AI recedes into the background.

Perceived high costs and lack of funding:
The introduction of AI is associated with high costs and effort. Experts in the field are not cheap, and an in-house solution may not have delivered the hoped-for results in the past.

Data acquisition/lack of data:
Data from production is missing or fragmented, incomplete, poorly standardized, error-prone, and lacking the necessary context. Or there is simply no access to data from the show so that it can be used for AI. When it comes to digitizing production, there is a key challenge, particularly in machine connectivity. Brownfield machines do not have a uniform communication standard. Machine manufacturers used communication protocols in the past, making it challenging to access machine data. Upgrading to new standards such as OPC UA usually involves such high costs that the benefits of AI projects may seem risky.

Inadequate IT or data infrastructure:
Process values are accessed via many different equipment manufacturers or different protocols. Physical tapping of machine signals also poses challenges for companies. In addition, further processing of the data often requires additional computing power in the production facilities.
Why AI-based use cases in manufacturing?
AI integration in manufacturing can support day-to-day operations, strengthening employees in their roles. Our partner INCTEC relies on a modular structure of the software. This allows individual functionalities to perform intelligent data analysis for the following questions.
- Is the production plan being fulfilled?
- When and why are there deviations in product quality?
- Which quality checks should be performed and when?
- Are there problems in the production line?
- Where are the bottlenecks located?
- When and where can machine breakdowns be expected?
- What are the environmental performance metrics for the machine and the production facility?
- When and where do energy losses happen?
What are the application areas of an AI solution?
In general, AI can be divided into four application areas: condition monitoring, root cause analysis, preventive action, and prediction.
- Monitoring/Condition Monitoring: Detecting Abnormal Situations
In condition monitoring, artificial intelligence (AI) monitors critical states and processes for abnormal behavior. In doing so, it looks for exciting patterns (outliers, exceptions, or peculiarities) in real-time manufacturing data. - Analysis: Detect relationships between events
Detect dependencies between signals, influencing factors, and causes of events. - Preventive action: Avoid disturbances
Respond quickly to abnormal conditions with appropriate countermeasures. - Prediction: What will happen?
Making predictions represents the highest form of artificial intelligence. Using insights gained from datasets, artificial intelligence can predict scenarios and make recommendations on how to respond to them. Machine signals and production performance indicators are anticipated based on existing data sets and patterns, enabling prediction.
Different types of anomaly detection in condition monitoring
Anomaly detection is about identifying deviations from the target state – determined based on historical data – in the data stream of, for example, a machine or a process. These deviations from the target state are referred to as anomalies. In general, there are different types of anomalies, as follows:
Especially in contextual and collective anomalies, Machine Learning (ML) methods show their strengths. They present challenges that are not readily apparent. Integrated data analysis thus makes it possible to point out critical incidents such as a technical malfunction, deviation from the desired quality, or potential opportunities in good time.

Deviations, outliers, and irregularities are used synonymously with the term anomaly.
The procedure of Smart Monitoring
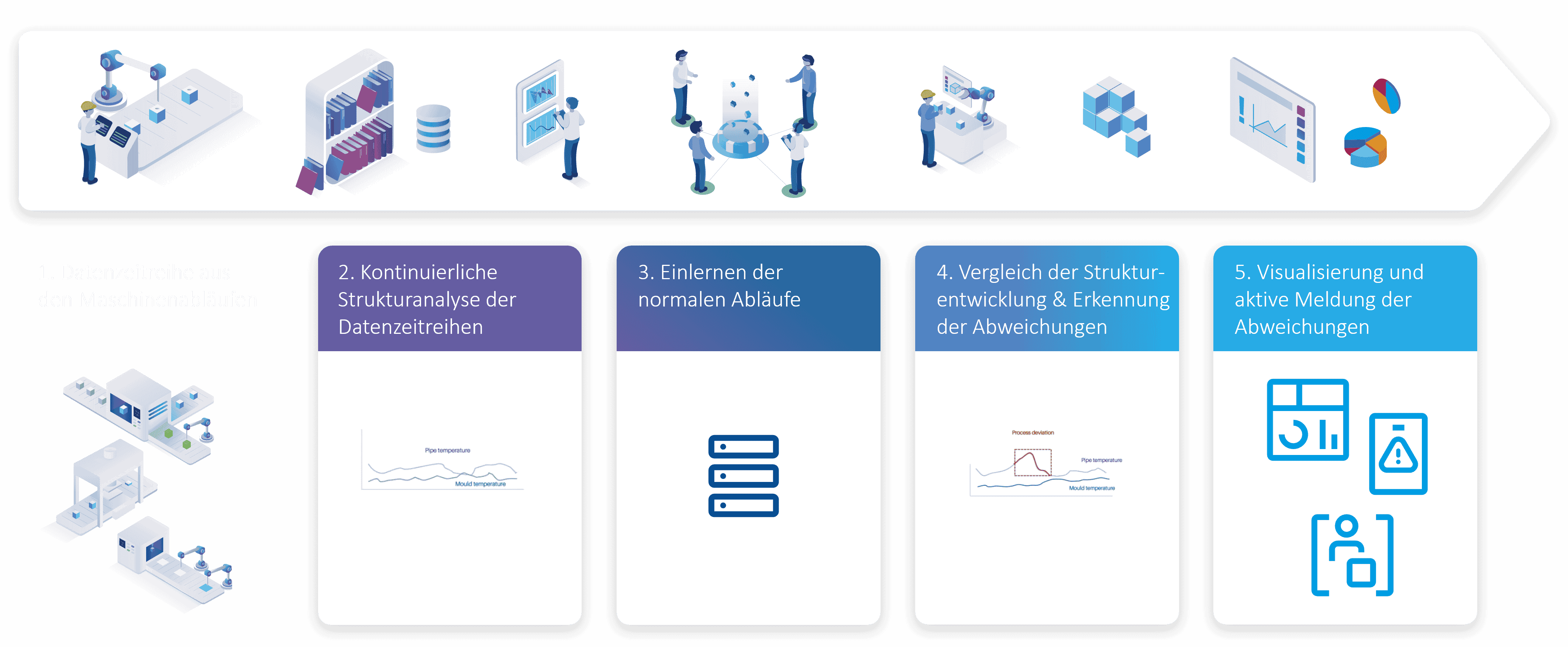
- Acquisition of time series from machine data
- Continuous structural analysis of the time series
- Learning of normal sequences/processes
- Comparison of the structure development and detection of deviations
- Visualizations and active messages, and deviations
Production – Case 1: Optimization of quality assurance
The first use case for the Food & Beverage industry focuses on the early detection of temperature deviations in industrial machines and equipment.
When the fruit is ripe in summer, the aim is to prepare it for winter. That means cherries, raspberries, strawberries, and other fruit are used to make jam or fruit fillings. Typical steps in the processing are sorting, washing, mixing, pasteurization and filling. The fruit is enriched with other ingredients, such as calcium and jelly, during mixing. This process results in the jam or fruit mixture becoming shelf stable. Adherence to the specific temperature window is decisive for the quality of the product. Even small deviations can therefore influence this. Anomaly detection supports the workers in identifying variations at an early stage and reacting to them. This prevents jams from being produced or even shipped to customers that do not meet the necessary quality standard.
Thus, the goal is to bring flawless products to the market. The tool supports the employees in continuously monitoring the production process and enables them to achieve the company’s purpose.
Approach
This is achieved by modeling quality performance indicators and the correlation between production quality, sensor signals, and production conditions. The results are then provided in a dashboard and internal systems. This use case delivers its clear added value by identifying the most important factors influencing quality. It also provides early warning of critical developments, establishing a decision-making basis for process adjustments.
Added values:
- Identification of the most important factors influencing quality
- Warning in case of critical developments
- Decision basis for process adjustments
Production – Case 2: Optimization of energy consumption
The second example relates to the optimization of energy consumption. This is an acute issue for many industries with high energy requirements, such as the glass and foundry industries. Energy is also an issue in the food industry. Energy consumption has a direct impact on the cost of production. A washing plant in the food and beverage industry has a high energy requirement. If among other things, the pump overflows or receives too little water, this can lead to an overload and result in increased energy requirements. Thus, the goal in the second case is the early detection of energy efficiency losses in industrial washing plants.
Procedure for the detection and prediction of energy losses
First, the target state is compared with the actual energy consumption of the operations in real-time. Once the comparison identifies abnormal energy consumption in the operations, the relationships between energy consumption in the production line and operational process data are identified. This estimates the leading causes of losses based on operational sensor data and correlation to OEE (Overall Equipment Effectiveness).
Added value
- Reduction of energy consumption and CO₂ equivalents through optimized decision making.
- Continuous optimization of the energy efficiency of machines
- Predictive monitoring of energy consumption plans and CO₂ equivalents.
FORCE EDGE CONNECT – The data basis for your AI system
The combination of INCTEC Smart Monitoring and the FORCE EDGE CONNECT solution enables a quick entry into intelligent data analysis. The challenges of data acquisition and quality can be overcome through FORCE EDGE CONNECT. The solution is based on a modern plug-in architecture that supports the most common machine controls and communication protocols. Thus, machines can be easily connected to the system, and machine signals can be acquired. The production data model interpreted the required machine signals and converted them into usable information. In this way, manufacturing processes can be efficiently digitized.
Predefined functionalities of INCTEC Smart Monitoring are already based on this machine data. Small apps are equipped with state-of-the-art AI technology. These can be standardized at the customer’s site, meaning no new development is required. Thus, a cost-efficient entry into anomaly detection is created. The apps analyze the acquired data, a typical condition is defined, and anomalies are detected.
The use of AI promises universal added values for companies:
- Increased resilience in supplies, assets, and processes
- Increased productivity
- Reduced costs for maintenance and quality assurance
- Extending the useful life of assets and infrastructure
Conclusion
The combination of FORCE EDGE CONNECT and INCTEC Smart Monitoring provides a smooth entry into Data-Driven Manufacturing. Challenges can be overcome, and the added value of AI can be realized cost-effectively. Get started with anomaly detection and prediction based on machine and process data. Detect even the faults that are not intuitive or obvious and make efficient and safe predictions thanks to artificial intelligence and machine learning. In doing so, you reduce critical situations in production and can even predict them. Your employees receive a solid basis for optimal operational decisions through innovative data analyses.
- Partnership INCTEC & FORCAM
- Motivation: why use AI in manufacturing?
- Challenges
- Application areas of an AI solution?
- Different types of anomaly
- The procedure of Smart Monitoring
- Use Case 1: Optimization of quality assurance
- Use Case 2: Optimization of energy consumption
- The data basis for your AI system
